




1 引 言
尿素肥料市场是一个不断增长的市场,尿素消耗也在不断增加。全世界有许多人都需要食品。食品工业的主要供应商是农业企业,尿素需求呈现与食品需求同样的增长趋势。在农业产业中,大部分尿素均用作肥料,只有少部分用于树脂的技术生产,树脂的生产又主要基于三聚氰胺。
因为尿素是纯化学品,所以本文就不对该产品的化学性质进行讨论。使用尿素的最重要问题是该产品的物理特性。即使在不利的条件下,大颗粒尿素在搬运和储存过程中均具有优异的物理特性。
最关键的特性之一是颗粒的抗碎强度。颗粒在从仓库运输到农户的过程中及随后在农民的施肥机中均暴露于高机械力下。农民倾向于使用有效施肥宽度为48m的施肥机。即使在这些条件下,颗粒也不容许降解为粉尘。
2 历 史
有几种工艺可用于尿素造粒。Girdler许可的转鼓造粒工艺应用已久。尽管该工艺的造粒能力有限,但也向美国和加拿大的公司颁发了该工艺许可证。
上世纪七十年代后期,斯塔米卡邦母公司DSM在其研究设施中开发了斯塔米卡邦流化床造粒工艺。同时,NSM公司在Sluiskil开发了自己的工艺,斯塔米卡邦则开发了专利性薄膜喷嘴,但斯塔米卡邦当时决定不将该工艺投入商业化使用。
之后,斯塔米卡邦与Grodno Azot公司合作,开始在Belarus的商业化试验工厂中实施造粒工艺,并于2002年产出第一批产品。该工艺证实非常成功,后来被Fort Saskatchewan的Agrium尿素工厂接受。2003年,Agrium尿素工厂取得斯塔米卡邦的许可证,开始大颗粒尿素的商业化生产。
3 参 考
下表显示所有造粒装置。
表1 斯塔米卡邦造粒对照表
| 能力 | 合同年份 | 开车 | |
| Grodno Azot | 280 | 1996 | 2002 |
| Agrium | 625 *2 | 2002 | 2003 |
| EFC II | 2000 | 2003 | 2006 |
| Alexfert | 2000 | 2003 | 2006 |
| Helwan | 2000 | 2004 | 2007 |
| Grodno Azot | 1200 | 2006 | 2008 |
| Novomoskovsk | 2000 | 2006 | 2008 |
| Eagrium | 2000 *2 | 2007 | 2010 |
| Novomoskovsk | 1400 | 2007 | 2010 |
1995 ~ 2007年的造粒能力
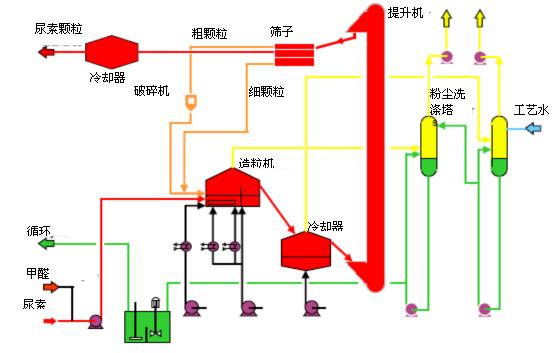
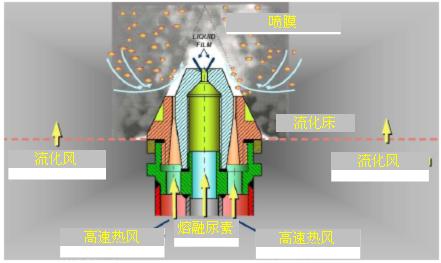
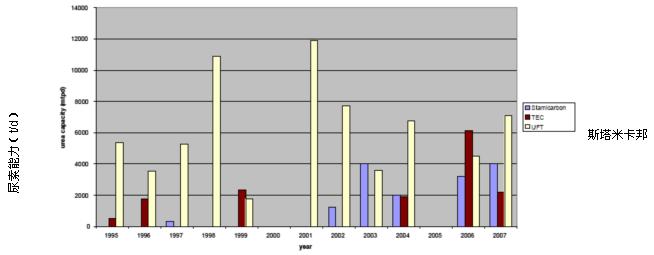
图1 1995~2007年的造粒能力
该图连同其他两家许可方(UFT和Toyo)的统计结果一起显示斯塔米卡邦造粒的市场份额。斯塔米卡邦在宣布其工艺可投入商业应用后,于2002年开始确定在行业中的地位。从此,斯塔米卡邦造粒工艺的引用非常成功。
4 布 置
将浓度为98.5%的尿素送入设备。为了达到该浓度,将两个蒸发器安装在尿素熔融装置内。在第一个蒸发器中,尿素浓度达到约为95.0%。
图2中,工艺流程图给出了造粒装置的布置。熔融尿素在尿素熔融泵的吸入口与尿素甲醛混合。加入尿素甲醛溶液来稳定最终产品。尿素甲醛作为甲醛与尿素之间的预缩液混合物加入,最终产品中,浓度为0.30%的甲醛足以实现良好的最终产品特性。
将浓度为98.5%的尿素送入设备。为了达到该浓度,将两个蒸发器安装在尿素熔融装置内。在第一个蒸发器中,尿素浓度达到约为95.0%。
图2中,工艺流程图给出了造粒装置的布置。熔融尿素在尿素熔融泵的吸入口与尿素甲醛混合。加入尿素甲醛溶液来稳定最终产品。尿素甲醛作为甲醛与尿素之间的预缩液混合物加入,最终产品中,浓度为0.30%的甲醛足以实现良好的最终产品特性。
图2 造粒设备的工艺布置
将熔融尿素送入造粒机。许多集气管安装在造粒机下部,熔融尿素管线位于集气管中心。通过该设计,能确保熔融尿素管线总是处于高温环境,从而防止熔融尿素结晶的风险。集气管本身使用防水材料隔热,以防止冷流化风向二次风传热。
整个系统的核心是造粒机内的尿素熔融喷嘴。熔融尿素喷嘴是薄膜型喷嘴,喷嘴被熔融尿素周围圆柱模式的喷射风所包围。二次风的风速较高,因此在喷嘴顶部形成减压区。由于压力较低,晶种料吸入该区并通过熔融尿素。熔融尿素作为液膜离开喷嘴顶部,而晶种料则必须穿过该薄膜。这样,所有晶种料均由一层熔融尿素薄膜覆盖,而浓缩液则完全消耗。通过该工艺,没有块状尿素形成。
造粒区后面设置小冷却区。产品在该冷却区温度降低约5~10℃,通过提取机和安全筛,直达冷却器,在该冷却器内冷却至约70℃。在该温度下,使用斗式提升机将产品运输至造粒机厂房顶部,主筛位于造粒机厂房顶部。产品分为粗颗粒产品、标准颗粒产品和细颗粒产品。筛子具有两个筛板。最终产品规范通常给出产品的平均颗粒直径(表示为d50)。确定筛孔尺寸,使最终产品满足客户的要求。最终产品的要求确定循环材料的数量,循环量约为装置能力的30%~35%。筛子安装在出口方向的斜坡下方,在其装载点处沿水平面内的循环方向运动。通过筛板之间的滚珠防止筛内的产品结垢。
离开筛子的粗颗粒材料收集在粗颗粒料斗内,然后送至破碎机,只有少量产品尺寸过大。在正常操作条件下,粗颗粒料斗内没有料位。破碎机是具有两组滚筒的辊式破碎机,根据实验室测量值调整滚筒之间的间隙设置。破碎机在造粒工艺中发挥非常重要的作用。离开破碎机的产品的尺寸和形状确定最终产品的质量参数,如颗粒平均球度、休止角、结块特性、粒度分布。
产品经破碎机处理后与细颗粒结合,然后循环至造粒机的第一造粒室。利用造粒机和冷却器中使用的流化风流经洗涤塔除去所有粉尘,斯塔米卡邦工艺的灰尘主要在破碎机中产生,约为总装置能力的1.5%。粉尘被洗涤溶液吸收,然后浓度为45%的溶液循环至熔融装置。
5 喷嘴设计
1980年,在喷嘴设计的起始阶段,制定了一系列条款。造粒喷嘴应具有以下特性:
⑴ 低能耗;
⑵ 最终产品质量优良;
⑶ 低粉尘形成;
⑷ 低甲醛消耗。
这些要求相结合,导致喷膜造粒喷嘴的产生。特别是有关低粉尘形成的第三个条件致使在造粒工艺中使用薄膜。通过熔融尿素薄层分层实现颗粒增长。其他原理基于液滴凝聚,在这种类型的凝聚中,存在一些液滴在发生凝聚前就已经结晶的风险。因此,有必要加入甲醛延迟液滴的结晶过程,以使工艺过程更理想。
薄膜层的干燥时间必须足够短,以防止湿颗粒凝聚。这就需要高度浓缩的溶液促使快速结晶。在研究范围内,无需使用甲醛溶液,即可操作造粒设备。在研究试验中,粉尘形成并不成问题。
薄膜形成工艺使颗粒具有非常光滑的外表面。最终产品的颗粒球度非常好,该特性与结块特性之间有重要关系。纯球体之间的接触面最小,成形颗粒的不规则性增加了颗粒之间的接触面。颗粒之间接触面的水分凝结导致结块的开始,如果接触面减小,抗结块特性则得到改善。自2003年以来,所有这些特性均在斯塔米卡邦工业造粒装置中得到证实。
造粒区后面设置小冷却区。产品在该冷却区温度降低约5~10℃,通过提取机和安全筛,直达冷却器,在该冷却器内冷却至约70℃。在该温度下,使用斗式提升机将产品运输至造粒机厂房顶部,主筛位于造粒机厂房顶部。产品分为粗颗粒产品、标准颗粒产品和细颗粒产品。筛子具有两个筛板。最终产品规范通常给出产品的平均颗粒直径(表示为d50)。确定筛孔尺寸,使最终产品满足客户的要求。最终产品的要求确定循环材料的数量,循环量约为装置能力的30%~35%。筛子安装在出口方向的斜坡下方,在其装载点处沿水平面内的循环方向运动。通过筛板之间的滚珠防止筛内的产品结垢。
离开筛子的粗颗粒材料收集在粗颗粒料斗内,然后送至破碎机,只有少量产品尺寸过大。在正常操作条件下,粗颗粒料斗内没有料位。破碎机是具有两组滚筒的辊式破碎机,根据实验室测量值调整滚筒之间的间隙设置。破碎机在造粒工艺中发挥非常重要的作用。离开破碎机的产品的尺寸和形状确定最终产品的质量参数,如颗粒平均球度、休止角、结块特性、粒度分布。
产品经破碎机处理后与细颗粒结合,然后循环至造粒机的第一造粒室。利用造粒机和冷却器中使用的流化风流经洗涤塔除去所有粉尘,斯塔米卡邦工艺的灰尘主要在破碎机中产生,约为总装置能力的1.5%。粉尘被洗涤溶液吸收,然后浓度为45%的溶液循环至熔融装置。
5 喷嘴设计
1980年,在喷嘴设计的起始阶段,制定了一系列条款。造粒喷嘴应具有以下特性:
⑴ 低能耗;
⑵ 最终产品质量优良;
⑶ 低粉尘形成;
⑷ 低甲醛消耗。
这些要求相结合,导致喷膜造粒喷嘴的产生。特别是有关低粉尘形成的第三个条件致使在造粒工艺中使用薄膜。通过熔融尿素薄层分层实现颗粒增长。其他原理基于液滴凝聚,在这种类型的凝聚中,存在一些液滴在发生凝聚前就已经结晶的风险。因此,有必要加入甲醛延迟液滴的结晶过程,以使工艺过程更理想。
薄膜层的干燥时间必须足够短,以防止湿颗粒凝聚。这就需要高度浓缩的溶液促使快速结晶。在研究范围内,无需使用甲醛溶液,即可操作造粒设备。在研究试验中,粉尘形成并不成问题。
薄膜形成工艺使颗粒具有非常光滑的外表面。最终产品的颗粒球度非常好,该特性与结块特性之间有重要关系。纯球体之间的接触面最小,成形颗粒的不规则性增加了颗粒之间的接触面。颗粒之间接触面的水分凝结导致结块的开始,如果接触面减小,抗结块特性则得到改善。自2003年以来,所有这些特性均在斯塔米卡邦工业造粒装置中得到证实。
图3 薄膜喷嘴
6 粉末形成
粉尘形成是造粒工艺中的关键点,如上文所述,粉尘形成与破碎机有关。薄膜喷嘴的优点是造粒机中的粉尘形成有限。在其他工艺中,熔融尿素作为非常细小的液滴分布在造粒机内。如果细小液滴不符合晶种颗粒,则结晶成粉尘颗粒。粉尘颗粒吹出,然后在造粒机顶部沉淀下来。
由于在斯塔米卡邦工艺中粉尘形成最少,造粒机洗涤时间间隔约为90天或更长。在大多数情况下,只在氨装置或尿素装置跳闸引起的装置停机期间才洗涤造粒机。现有装置方面的经验证明装置的运转周期有所改进,造粒机洗涤要花费数小时。储罐容量设计为储存熔融尿素溶液达8个小时,如果由于造粒机中形成过多结块,而必须进行洗涤,尿素装置仍然通过尿素溶液储罐的储存容量运行时,造粒设备停机。该操作减少了合成工段的负荷,尤其是预期到洗涤完成时。造粒机的此种洗涤导致产品损耗。
其他工艺中过多粉尘形成导致主筛的效率降低,因此需要定期清洗。必须进行清洗来维持良好的产品分类。如果大量粉尘沉积在装置内,最终产品的表面将含有粉尘颗粒,致使产品含尘。在斯塔米卡邦造粒装置中,筛子和破碎机中积聚的粉尘不会造成任何问题。即使不进行清洗,主筛也具有良好的性能。
7 甲醛消耗
通常因两个原因使用甲醛:
⑴ 造粒机内的造粒助剂,用于抑制粉尘形成;
⑵ 稳定最终产品。
在我们的工艺中,甲醛的作用仅限于最后一点,即稳定最终产品。由于我们的工艺证明粉尘形成减少,我们就没有理由使用甲醛来减少造粒机内的粉尘形成。无需甲醛,我们也可操作试验装置,即使在这种情况下,也有可能操作装置。当然,甲醛的缺失会影响最终产品的质量。从Klapeida将无甲醛产品运输至Antwerp,客户并未投诉,然而,抗碎强度较低,且产品的结块趋势增强。
斯塔米卡邦建议甲醛含量为0.30%,该产品已从埃及运至加拿大和美国。经过3周行程后,我们目睹了在加拿大汉密尔顿进行的卸船。产品状态良好,显示良好的自由流动性能。另一艘船驶往英国,由于技术/机械问题,该船经4周后才到达英国,产品质量较好。
我们考虑经营成本时,相比其他工艺,甲醛减少是一个重要因素。甲醛的基本材料是甲醇。由于能源价格上涨,甲醇的生产成本与能源价格一样不断增加。对于3000t/d的装置,节约达14200kg尿素甲醇溶液。为了进行公平比较,必须考虑14200kg尿素甲醇溶液含3550kg/h尿素,而现在必须由该装置生产3550kg/h尿素。世界范围内装置的总成本节约额约为每年200万美元。


图5 运至英国伊普斯威奇
粉尘形成是造粒工艺中的关键点,如上文所述,粉尘形成与破碎机有关。薄膜喷嘴的优点是造粒机中的粉尘形成有限。在其他工艺中,熔融尿素作为非常细小的液滴分布在造粒机内。如果细小液滴不符合晶种颗粒,则结晶成粉尘颗粒。粉尘颗粒吹出,然后在造粒机顶部沉淀下来。
由于在斯塔米卡邦工艺中粉尘形成最少,造粒机洗涤时间间隔约为90天或更长。在大多数情况下,只在氨装置或尿素装置跳闸引起的装置停机期间才洗涤造粒机。现有装置方面的经验证明装置的运转周期有所改进,造粒机洗涤要花费数小时。储罐容量设计为储存熔融尿素溶液达8个小时,如果由于造粒机中形成过多结块,而必须进行洗涤,尿素装置仍然通过尿素溶液储罐的储存容量运行时,造粒设备停机。该操作减少了合成工段的负荷,尤其是预期到洗涤完成时。造粒机的此种洗涤导致产品损耗。
其他工艺中过多粉尘形成导致主筛的效率降低,因此需要定期清洗。必须进行清洗来维持良好的产品分类。如果大量粉尘沉积在装置内,最终产品的表面将含有粉尘颗粒,致使产品含尘。在斯塔米卡邦造粒装置中,筛子和破碎机中积聚的粉尘不会造成任何问题。即使不进行清洗,主筛也具有良好的性能。
7 甲醛消耗
通常因两个原因使用甲醛:
⑴ 造粒机内的造粒助剂,用于抑制粉尘形成;
⑵ 稳定最终产品。
在我们的工艺中,甲醛的作用仅限于最后一点,即稳定最终产品。由于我们的工艺证明粉尘形成减少,我们就没有理由使用甲醛来减少造粒机内的粉尘形成。无需甲醛,我们也可操作试验装置,即使在这种情况下,也有可能操作装置。当然,甲醛的缺失会影响最终产品的质量。从Klapeida将无甲醛产品运输至Antwerp,客户并未投诉,然而,抗碎强度较低,且产品的结块趋势增强。
斯塔米卡邦建议甲醛含量为0.30%,该产品已从埃及运至加拿大和美国。经过3周行程后,我们目睹了在加拿大汉密尔顿进行的卸船。产品状态良好,显示良好的自由流动性能。另一艘船驶往英国,由于技术/机械问题,该船经4周后才到达英国,产品质量较好。
表2 所运产品的化学特性
| 新法兰西 | 英国伊普斯威奇 | 加拿大汉密尔顿 | ||
| 双缩脲 | wt % | 0.86 | 0.83 | 0.79 |
| 水 | wt % | 0.12 | 0.09 | 0.09 |
| 甲醛 | wt % | 0.30 | 0.33 | 0.31 |
| d50 | mm | 2.88 | 3.02 | 3.36 |
| UI (d5/d90) | % | 61 | 60 | 65 |
| 抗碎强度 | N | 38.4 (2.80 mm) | 35.5 (2.80 mm) | 57.1 (3.35 mm) |
| 堆积密度 | kg/m3 | 808 | 823 | 834 |
| 休止角 | (°) | 29.5 | 30.5 | 31.2 |
我们考虑经营成本时,相比其他工艺,甲醛减少是一个重要因素。甲醛的基本材料是甲醇。由于能源价格上涨,甲醇的生产成本与能源价格一样不断增加。对于3000t/d的装置,节约达14200kg尿素甲醇溶液。为了进行公平比较,必须考虑14200kg尿素甲醇溶液含3550kg/h尿素,而现在必须由该装置生产3550kg/h尿素。世界范围内装置的总成本节约额约为每年200万美元。
图4 在加拿大卸船
8 最终产品质量
最终产品特性与化学成分和物理特性(例如结块特性和抗碎强度)有关。
8.1 化学成分
在所有项目中,大颗粒尿素产品的化学成分要求均非常相似。普遍接受双缩脲浓度为0.90 wt%。由于甲醛浓度减少且最终产品的含水量低,可轻易达到最终产品中要求的含氮量。
装置操作经验已经证明,在所有情况下,含水量均不超过保证值,即0.30%。
8.2 物理特性
产品的主要特性是粒度分布。客户希望产品具有要求的平均直径和良好的均匀性。通过主筛进行产品分类,正确选择筛网的筛孔尺寸会实现要求的粒度分布。已证明斯塔米卡邦的造粒工艺具有非常高的造粒效率。从造粒机产出的大多数产品均具有要求的直径,因此在稳定操作过程中,循环流动率低。
最终产品特性与化学成分和物理特性(例如结块特性和抗碎强度)有关。
8.1 化学成分
在所有项目中,大颗粒尿素产品的化学成分要求均非常相似。普遍接受双缩脲浓度为0.90 wt%。由于甲醛浓度减少且最终产品的含水量低,可轻易达到最终产品中要求的含氮量。
装置操作经验已经证明,在所有情况下,含水量均不超过保证值,即0.30%。
8.2 物理特性
产品的主要特性是粒度分布。客户希望产品具有要求的平均直径和良好的均匀性。通过主筛进行产品分类,正确选择筛网的筛孔尺寸会实现要求的粒度分布。已证明斯塔米卡邦的造粒工艺具有非常高的造粒效率。从造粒机产出的大多数产品均具有要求的直径,因此在稳定操作过程中,循环流动率低。
图5 运至英国伊普斯威奇
其他特性(例如抗碎强度和结块特性)具有相互作用。含水量、结块特性与抗碎强度之间具有密切关系,含水量低的结果是抗碎强度更好,且结块趋势下降。Pan Orphanides1描述了在大颗粒尿素堆中水分迁移影响的综合研究。
9 成本比较
用于斯塔米卡邦造粒设备的尿素溶液浓度为98.5%。有可能在较低熔融尿素浓度下操作装置,然而,产品质量会下降。其他工艺基于95-96%的尿素溶液浓度。在该浓度下,只有一段蒸发器需要达到最终浓度。然而由于其他原因,需要预蒸发器。从该部分得出的结论是,任何工艺均具有两个蒸发器。
⑴ 浓度较低时,一个蒸发器设置在尿素溶液储罐上游,一个设置在储罐下游。
⑵ 浓度高于96.5%时,两个蒸发器均设置在尿素溶液储罐下游。
总结论是,在所有情况下,两个蒸发器的安装均不受所需浓度约束。从熔融尿素浓度的角度看,几乎对投资成本没有任何影响。
较高浓度的另一个影响是蒸发段产生的水蒸气量。水蒸气总量必须在解析段重新加工。第一种方法描述用于水处理的较大设备,例如解析塔、水解塔、泵和换热器。然而,所有造粒设备均具有至熔融尿素设备的湿循环,将湿循环材料送至蒸发器。为了对水处理段进行清晰的对比,必须考虑两种影响,即:
⑴ 斯塔米卡邦工艺的较高浓度造成的水量增加;
⑵ 湿循环材料因粉尘形成减少而减少。
让我们来计算2000t/d装置的影响。
补遗1
斯塔米卡邦造粒装置要求熔融尿素浓度为98.5%。相比在96.0%熔融尿素浓度下操作的工艺,蒸发部分商讨的额外水量等于2000t/d尿素生产所需水量的2.5%,即50t/d水。
补遗2
由于粉尘形成,斯塔米卡邦工艺的湿循环在45%溶液中达到1.5%尿素。表4中,计算了湿循环中的水量。
9 成本比较
用于斯塔米卡邦造粒设备的尿素溶液浓度为98.5%。有可能在较低熔融尿素浓度下操作装置,然而,产品质量会下降。其他工艺基于95-96%的尿素溶液浓度。在该浓度下,只有一段蒸发器需要达到最终浓度。然而由于其他原因,需要预蒸发器。从该部分得出的结论是,任何工艺均具有两个蒸发器。
⑴ 浓度较低时,一个蒸发器设置在尿素溶液储罐上游,一个设置在储罐下游。
⑵ 浓度高于96.5%时,两个蒸发器均设置在尿素溶液储罐下游。
总结论是,在所有情况下,两个蒸发器的安装均不受所需浓度约束。从熔融尿素浓度的角度看,几乎对投资成本没有任何影响。
较高浓度的另一个影响是蒸发段产生的水蒸气量。水蒸气总量必须在解析段重新加工。第一种方法描述用于水处理的较大设备,例如解析塔、水解塔、泵和换热器。然而,所有造粒设备均具有至熔融尿素设备的湿循环,将湿循环材料送至蒸发器。为了对水处理段进行清晰的对比,必须考虑两种影响,即:
⑴ 斯塔米卡邦工艺的较高浓度造成的水量增加;
⑵ 湿循环材料因粉尘形成减少而减少。
让我们来计算2000t/d装置的影响。
补遗1
斯塔米卡邦造粒装置要求熔融尿素浓度为98.5%。相比在96.0%熔融尿素浓度下操作的工艺,蒸发部分商讨的额外水量等于2000t/d尿素生产所需水量的2.5%,即50t/d水。
补遗2
由于粉尘形成,斯塔米卡邦工艺的湿循环在45%溶液中达到1.5%尿素。表4中,计算了湿循环中的水量。
表4 湿循环对水分蒸发的影响
| 98.5 % | 96.0 % | |
| t/d | t/d | |
| 尿素循环流量 | 30 | 100 |
| 湿循环流量,浓度45% | 67 | 222 |
| 水循环 | 37 | 122 |
总结这两种影响,最终结果为水流量减少35t/d。完整的比较应包括第二蒸发器所需喷射器的蒸汽消耗量。喷射器的消耗量大约与最终计算结果相同。总体而言,对水处理段没有有效影响。
10 耗电量
给出具体耗电量的数据并不简单。问题是在某些情况下,通过装置的局部布置确定压差。另一个重要因素是选定排风机和鼓风机的效率和控制。耗电量通常约为35~40 kWh/t且只与排风机和鼓风机有关,不考虑制冷设备的耗电量。可在表5中找到排风机的更具体耗电量。
10 耗电量
给出具体耗电量的数据并不简单。问题是在某些情况下,通过装置的局部布置确定压差。另一个重要因素是选定排风机和鼓风机的效率和控制。耗电量通常约为35~40 kWh/t且只与排风机和鼓风机有关,不考虑制冷设备的耗电量。可在表5中找到排风机的更具体耗电量。
表5 排风机和鼓风机的估计耗电量
|
耗电量 kW |
具体耗电量 kWh/t |
|||
| 效率 | 70% | 80% | 70% | 80% |
| 流化风机 | 2196 | 1921 | 19.52 | 17.08 |
| 大颗粒尿素冷却器风机 | 230 | 201 | 2.04 | 1.79 |
| 二次风鼓风机 | 972 | 850 | 8.64 | 7.56 |
| 造粒机洗涤塔风机 | 1075 | 939 | 9.55 | 8.34 |
| 冷却器洗涤塔风机 | 351 | 307 | 3.12 | 2.73 |
| 除尘风机 | 60 | 53 | 0.53 | 0.47 |
| 最终冷却器风机 | 137 | 120 | 1.22 | 1.06 |
| 总计 | 5020 | 4391 | 44.63 | 39.03 |
主要耗电装置为流化风机,流化风机的一个非常重要的因素是造粒机内的流化床高度。造粒机运行时,流化床高度为70-80cm,导致流化床(包括底板)上方总压差达75 mbar。我们的工艺能在这一低位运行,而没有流化床过度喷洒的风险。喷嘴的作用仅限于约40cm的高度。理论上,有可能在这一低位进行操作,然而,由于产品在造粒机中的停留时间短,所以这一低位并非首选。
大流量换热器作为最终冷却器用于大量新项目。大流量换热器大约在15年前被引用到肥料领域。因为板之间存在产品结块的风险且冷却器中存在产品阻塞的风险,所以早期,肥料生产商不愿意接受板式换热器。现在,即使是大颗粒尿素或颗粒状尿素产品,板式换热器的应用已被人们广泛接受。
11 埃及化肥公司的经验
EFC是开办第一家2000t/d斯塔米卡邦造粒工厂的客户。工厂位于Ain Sukhna,靠近红海,苏伊士运河以南40km。这个位置已经有一台既有设备(EFC I),该设备的设计与斯塔米卡邦熔融尿素装置的设计相同,但随后又设置了一台UFT造粒设备。新的联合装置连同斯塔米卡邦造粒装置(由多特蒙得的伍德公司签约)一起于2006年6月开车,熔融尿素装置完全照抄第一个设备,包括水处理段。唯一的区别是熔融尿素装置包括设置在第一蒸发器之后的其他蒸发器,用以达到操作斯塔米卡邦造粒设备所需的浓度,即98.5%。
从联动试车的第一天起,装置的运行没有任何问题,且装置接受熔融尿素装置生产的所有熔融尿素。造粒设备的最大负荷试验得出2100t/d的能力。
经过一年运行后,造粒机已经可以运行100多天,而没有因洗涤引起的任何中断。长期运行因装置跳闸中断,而不因造粒机洗涤中断。应该有可能实现更长的运行时间,相比其他装置,该装置的可用性更高。装置通过尿素溶液储罐相互连接,使尿素溶液能从EFC I运至EFC II,反之亦然。最终产品质量优良,产品具有良好的结块特性。在运输和搬运过程中,几乎没有任何粉尘形成。
在性能测试运行期间,由DSM的实验室测量排放量,下表显示测量结果。
大流量换热器作为最终冷却器用于大量新项目。大流量换热器大约在15年前被引用到肥料领域。因为板之间存在产品结块的风险且冷却器中存在产品阻塞的风险,所以早期,肥料生产商不愿意接受板式换热器。现在,即使是大颗粒尿素或颗粒状尿素产品,板式换热器的应用已被人们广泛接受。
11 埃及化肥公司的经验
EFC是开办第一家2000t/d斯塔米卡邦造粒工厂的客户。工厂位于Ain Sukhna,靠近红海,苏伊士运河以南40km。这个位置已经有一台既有设备(EFC I),该设备的设计与斯塔米卡邦熔融尿素装置的设计相同,但随后又设置了一台UFT造粒设备。新的联合装置连同斯塔米卡邦造粒装置(由多特蒙得的伍德公司签约)一起于2006年6月开车,熔融尿素装置完全照抄第一个设备,包括水处理段。唯一的区别是熔融尿素装置包括设置在第一蒸发器之后的其他蒸发器,用以达到操作斯塔米卡邦造粒设备所需的浓度,即98.5%。
从联动试车的第一天起,装置的运行没有任何问题,且装置接受熔融尿素装置生产的所有熔融尿素。造粒设备的最大负荷试验得出2100t/d的能力。
经过一年运行后,造粒机已经可以运行100多天,而没有因洗涤引起的任何中断。长期运行因装置跳闸中断,而不因造粒机洗涤中断。应该有可能实现更长的运行时间,相比其他装置,该装置的可用性更高。装置通过尿素溶液储罐相互连接,使尿素溶液能从EFC I运至EFC II,反之亦然。最终产品质量优良,产品具有良好的结块特性。在运输和搬运过程中,几乎没有任何粉尘形成。
在性能测试运行期间,由DSM的实验室测量排放量,下表显示测量结果。
表6 EFC装置的排放量
| 粉尘 mg/m3 | 氨 mg/m3 | |
| 排放量 | 20~25 | 75~100 |
EFC对斯塔米卡邦造粒工艺非常满意。所有斯塔米卡邦现场人员均根据对工艺的丰富知识和经验提供良好的服务。已经开始讨论改进造粒装置,使其具有更高的造粒能力。EFC与斯塔米卡邦之间密切合作的第一次较高造粒能力测试取得了较好的结果。
12 专利设备
喷嘴被认为是斯塔米卡邦的专利设备。在斯塔米卡邦母公司DSM的研究设施中开发了喷嘴设计,且喷嘴设计受到多项专利保护。斯塔米卡邦向造粒机制造车间提供喷嘴。造粒设备的所有其他零件均可在市场上购买且可在商业竞争中出价。
13 结 论
⑴ 在2002年首次引用斯塔米卡邦造粒工艺后,斯塔米卡邦造粒工艺在市场上很受欢迎,从而形成12份参考。
⑵ 进行中试测试的客户均选择了斯塔米卡邦造粒工艺用于其扩建项目。
⑶ 运行成本低,运行成本较低的主要原因是甲醛消耗量显著减少。
⑷ 最终产品的质量非常好。由于薄膜喷嘴,大颗粒尿素具有良好的颗粒球度和光滑的表面。
⑸ 产品的物理特性满足所有国际运输要求。
【参考文献】
1 如何避免尿素结块问题 Orphanides. P. 国际肥料工艺协会技术会议,印度钦奈,2002年9月24日至27日,第14页.
12 专利设备
喷嘴被认为是斯塔米卡邦的专利设备。在斯塔米卡邦母公司DSM的研究设施中开发了喷嘴设计,且喷嘴设计受到多项专利保护。斯塔米卡邦向造粒机制造车间提供喷嘴。造粒设备的所有其他零件均可在市场上购买且可在商业竞争中出价。
13 结 论
⑴ 在2002年首次引用斯塔米卡邦造粒工艺后,斯塔米卡邦造粒工艺在市场上很受欢迎,从而形成12份参考。
⑵ 进行中试测试的客户均选择了斯塔米卡邦造粒工艺用于其扩建项目。
⑶ 运行成本低,运行成本较低的主要原因是甲醛消耗量显著减少。
⑷ 最终产品的质量非常好。由于薄膜喷嘴,大颗粒尿素具有良好的颗粒球度和光滑的表面。
⑸ 产品的物理特性满足所有国际运输要求。
【参考文献】
1 如何避免尿素结块问题 Orphanides. P. 国际肥料工艺协会技术会议,印度钦奈,2002年9月24日至27日,第14页.
