




如今,减少化肥装置的排放物变得越来越为重要。随着国际社会对环境受到人为干扰影响的意识的不断提高,各种排放物受到日益关注,并正在努力将排放量减少到最低限度。这不仅针对西欧,而且也针对世界上的所有其他地方。
对于尿素项目,我们要求提供可用的最佳减排技术,然而,各个项目的减排形式可能有所不同。多年来,斯塔米卡邦已经实现了用于控制各种排放的许多不同设计方案。然而,具体项目的最终设计取决于地方部门的适用要求及最终客户的理念。此外,最终设计方案的选择,还应考虑某些经济可行性。到目前为止,我们还没有将所有排放减少到最低限度的统一设计方案。
本文介绍了科威特石化工业公司(PIC)氨零排放项目的设计。
2 科威特石化工业公司氨零排放项目
科威特石化工业公司目前正在运营两台氨装置和三台尿素装置进行液氨和大颗粒尿素生产。氨装置和尿素装置的总造粒能力分别为1880t/d和3150t/d。氨装置基于M/s Haldor Topsoe公司的技术,尿素装置则基于斯塔米卡邦汽提技术。第一台氨装置/尿素装置于1966年试运行,1970年,增加另外两台氨装置和两台尿素装置。1984年,安装另一台氨装置后,科威特石化工业公司的合成氨装置和尿素装置的生产能力成为中东之最。
科威特石化工业公司一向非常积极地与国际社会合作,以满足或超过各项环境要求。该机构的目标是总是优于任何强制性要求。
对从尿素装置紧急减压系统(安全阀或爆破片)排出的含氨工艺气体通常采用直接排放至大气的方法来处理。这是此类设施的习惯做法,至今仍然是全世界许多地方的习惯做法。尽管可以安全方式将含氨工艺气体直接排放至大气,但这会对装置附近的环境造成相当大的污染。作为一个有社会责任的企业公民,科威特石化工业公司决定通过实施“氨零排放项目”消除PIC联合装置的内部和外部氨污染,以实现零排放。
3 火炬燃烧来自安全减压装置的工艺蒸气
对吸收利弊和火炬系统(用于处理紧急安全减压装置排放的NH3-CO2-H2O混合物)进行深入分析后,火炬燃烧被选为适当的技术。
设计包括以下步骤:
• 在设施内设计和实施主要氨源收集系统;
• 以安全阀替代爆破片;
• 审查和分析设施的减压装置和氨源,以确定将氨释放到收集系统内来代替排放至大气中的影响。
• 分析可能性减压情景,以确定减压系统的尺寸。
• 出于液压和机械考虑,分析收集网络。
3.1 A装置的火炬燃烧工艺蒸
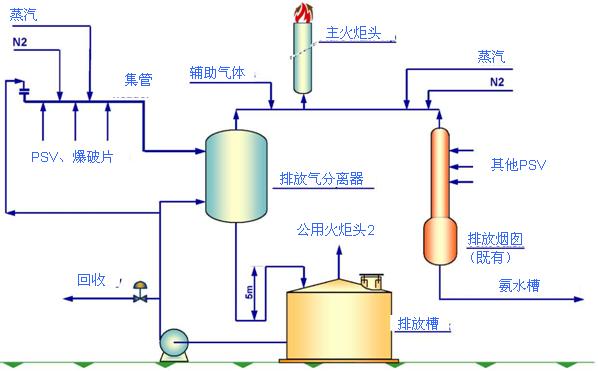
图1
如果安全阀排气,闪蒸液或蒸气进入排气分离器。如果有液体,液体将与蒸气分离,然后排入排放槽。含氨蒸气与辅助气体混合后被送至主火炬头,以增加其热值,从而通过燃烧几乎完全消除氨。排气分离器是具有切向进液口的旋风式分离器,专为高压汽提塔的管破裂情况设计。
通过5m液体密封将来自排气分离器的液体排至排放槽,以防止蒸气进入排放槽。设计火炬系统和互连管道,使得排气分离器内的最大压力不超过0.3巴。由于过压,来自排放气分离器的液体会在常压排放槽内闪蒸,蒸气被引入专用公用火炬头2。公用火炬的压降使得不超过排放槽的机械设计压力。然而,为了防止排放槽受到可能性过压,在槽顶设置人孔水封。
排放槽的容量设计为容纳完全合成排放。这有可能发生在高压换热器的管破裂处。
合成液体闪光至大气压力时,其温度会大幅下降,然后结晶。为了避免分离器至排放槽的出液口管线堵塞,且使排气系统无固体甲铵,应维持连续水循环。连续水循环作为流至排放槽的尿素/甲铵溶液的稀释剂。
排放槽的初始水量适应于液体合成总量。
确保在完全合成排放后,排放槽内没有甲铵结晶。
如果排放槽受尿素和/或甲铵污染,可通过将液体送至精馏塔在工艺过程中回收液体。在回收过程中,应通过提供新的蒸汽冷凝液维持排放槽的最低液位。图1说明A装置的系统设计方案。既有排放烟囱的出口与主火炬总管连接,合成安全阀则与排气分离器连接。
3.2 B装置的火炬燃烧工艺蒸气
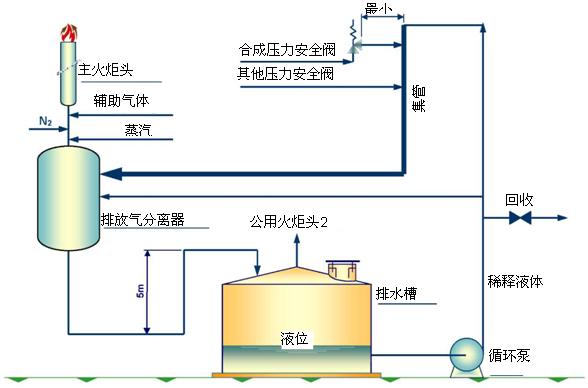
图2
从图2可见,来自该装置的既有安全阀的所有排气管线现在均改线并连接至新的集管。在原设计中,所有工艺安全阀(合成压力安全阀和爆破片除外)均与排放烟囱连接。排放烟囱的底部处于地面高度,因此,与A装置相比,B装置没有流至氨水槽的重力溢流。如果甲铵泵上的安全阀在较长一段时间内排气,则可能发生烟囱过量灌装并因此使火炬带有液体的情况。详细检查也表明既有排放烟囱过量灌装时,其结构并不可靠。因此,决定取消既有排放烟囱,并将所有安全阀改线至集管,包括替代爆破片的新安全阀。3.3 火炬系统吹扫
尿素合成塔的安全阀和合成爆破片通常不与排放烟囱连接,但和短排气管连接。因为安全阀可能泄漏,所以该设计主要是为了确保安全阀出口不会被固体甲铵阻塞。短排气管还方便进行目视检查。
在新的设计方案中,所有安全阀均与集管连接。
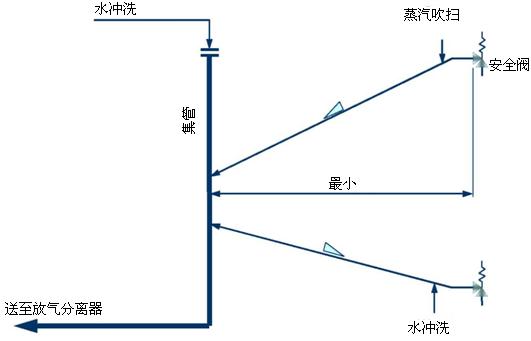
图3
为了确保排气系统没有固体甲铵,所有安全阀均具有吹扫系统,参见图3。用水清洗向上倾斜的排气管道,用蒸汽吹扫向下倾斜的排气管道。所有吹扫的分布式控制系统(DCS)内均具有流量计和高优先级低流量报警器。
为了消除与通过压力安全阀相关的问题,通过注入辅助低压蒸汽将火炬总管的温度(靠近火炬烟囱入口点测量)维持在100℃。通过温度控制回路调节辅助蒸汽的注入。火炬头还完全蒸汽伴热和隔热,以最大程度减少低压蒸汽消耗量。
为了安全起见,应避免氧气(空气)进入火炬系统。为了消除火炬总管内形成爆炸性混合物的可能性,火炬头内的最高允许氧含量为8 vol.%。可通过在每个火炬头内安装吹扫密封件实现。氮气用作吹扫介质。
3.4 液氨/氨蒸气的火炬燃烧
正如所知,液氨和水的亲和力均较强。向水中突然释放液氨会产生巨大的压力波。因此,为了保护排放槽,应以不同于NH3-CO2-H2O混合物排放工艺安全阀的方式处理纯液氨/氨蒸气排气安全阀。
科威特石化工业公司目前有以下安全阀:
• 高压氨泵上的安全阀;
• 造粒装置的氨制冷装置上的安全阀;
• 高压氨加热器上的安全阀。
如果上述安全阀排气,安全阀下游只有部分氨会蒸发,大部分氨会冷却至-33℃。蒸发所有氨所需的时间取决于隔热温度和环境温度。
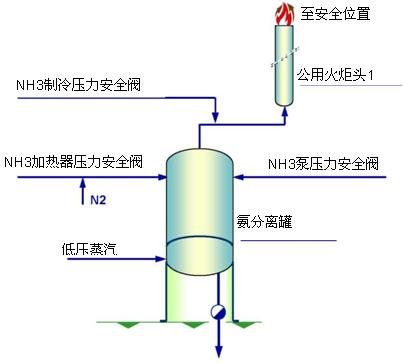
图4
为了避免液氨带入公用火炬头1,并加速液氨蒸发,来自安全阀的排气管道连接至加热氨分离罐。考虑到每种排气情况的液体滞留,已经对分离罐的容积进行了优化。然而,为了抢先过量灌装分离罐和火炬总管,采用联锁装置切断送入火炬系统公用火炬头1的氨,火炬头1不需要辅助气体。
3.5 火炬燃烧系统总体布置
对于两种装置,火炬均安装在不再使用的造粒塔顶部。主火炬头使用天然气作为辅助气体,用以燃烧来自排气分离器的排放气体。一个公用火炬头用于来自液氨系统的排放气体,一个公用火炬头用于排放槽的排放气体。
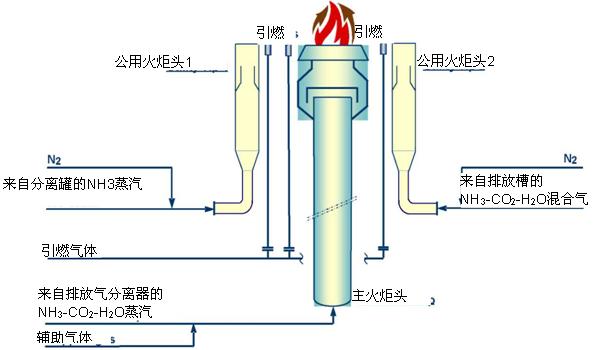
图5
3.6 设计和安全方面应特别注意与火炬系统设计和安装有关的几个安全方面:
• 设计应确保送至火炬的排放气体中没有氧气。为了避免氧气进入火炬头,应通过蒸汽吹扫将系统保持在100℃以上,蒸汽不仅用于惰化,而且用于加热系统,以防止结晶。火炬总管和火炬烟囱均蒸汽伴热和隔热。此外,还将氮气注入火炬系统,使安装在火炬头处的整个密封件维持正向惰性气体流。
• 在尿素装置中引用天然气时,需要采取具体措施:
* 应避免受尿素装置中的其他介质污染;
* 对火炬区域进行分区,随后使设备符合出厂要求;
* 必须考虑散热强度。
• 需要使用可靠的传感器来检测主火炬系统内是否存在氨,通过联锁辅助气体供气触发传感器。
• 应在主火炬头火炬总管内安装天然气检测器,以监控火炬头内是否存在天然气。
• 广泛的可能性组成。
尿素装置的排放气体的氨浓度和量差异很大,需要对火炬的正确设计进行彻底评估。
• 在所有情况下,为了限制管道受力过度,且最大程度减少摩擦压降,至集管的连接呈Y型连接。
4. 工艺槽上的吸收塔
科威特石化工业公司的许多常压工艺槽均可用于尿素溶液和氨水的中间储存。出于灵活性考虑,这些工艺槽均与两个装置连接。常见做法是,在造粒机清洗过程中,尿素产品临时储存在工艺槽内。造粒设备通常出现产能过剩,这样,在造粒机重新开启时可以回收工艺槽内储存的溶液。
尽管将尿素溶液储存在工艺槽内,由于工艺槽排气(液位持续上升),尿素水解为尿素、二氧化碳和氨,以及形成双缩脲,氨排放不可避免。
已探讨了火炬燃烧这些蒸气的可能性,但因以下原因而遭到拒绝:
• 部分工艺槽远离火炬的拟议位置,因此管线较长,必须穿过道路等障碍。
• 许多工艺槽的机械设计压力仅限于150mm H2O,低于火炬的所需背压。
• 由于工艺槽的氨蒸气排放因装置故障和/或造粒装置停机过程中尿素溶液转移至工艺槽而几乎总是持续不断,安装火炬来消除氨是没有意义的建议。
因此,决定设计“低压降”吸收塔来避免任何氨排放到大气中。
4.1 离线尿素储罐
如上文所述,在尿素装置后端工段出现故障和清洗造粒机期间储存尿素溶液时,因水解和排气而出现氨排放。为了制定吸收塔设计基础,进行动态模拟来计算工艺槽的氨排放量。因为情况随时间变化,所以计算相当复杂。
为了进行设计,设置了以下设计基础:
• 储罐容积为650m3;
• 初始溶液温度为100℃;
• 绝热条件(储罐不释放热量)。
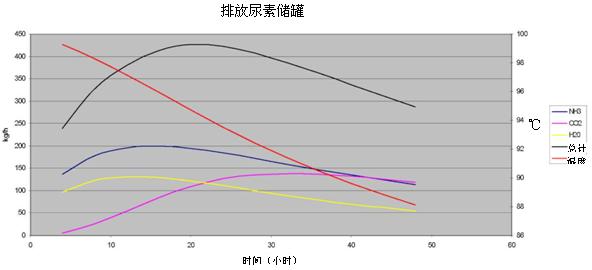
图6
从图6可见,吸热水解反应使溶液温度连续降低,从而降低反应速度。由于含尿素、水、二氧化碳和氨的混合物的共沸特性,由于时间的作用,储罐的排放量达到最大。储存约15小时后,氨排放量通常达到最大。参见图7,由于储罐内的最大容许压力,吸收塔系统的设计是一项艰巨的任务。预计储罐具有在150mm H2O过压时破裂的水封。
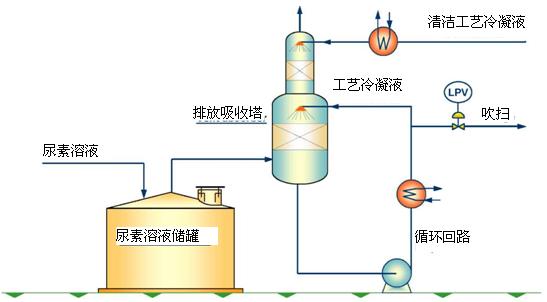
图7
通过选择低压降填料和采用吸收塔设计,我们成功地在吸收塔系统中实现35mm H2O的最大压降(设计负荷下)。设计负荷下的预计氨排放量为0.0 kg/h。该吸收塔系统仅在造粒清洗和储罐回收过程中运行。
4.2 在线尿素储罐
在工艺故障期间,不再维持闪蒸罐内的真空压力,导致尿素储罐氨排放。尤其是汽提效率降低时,闪蒸罐废气的氨蒸气压力变大,因此,很难在负压下冷凝蒸汽。闪蒸罐内的液体压力高于负压时,常压储罐内出现闪蒸,导致氨排放。
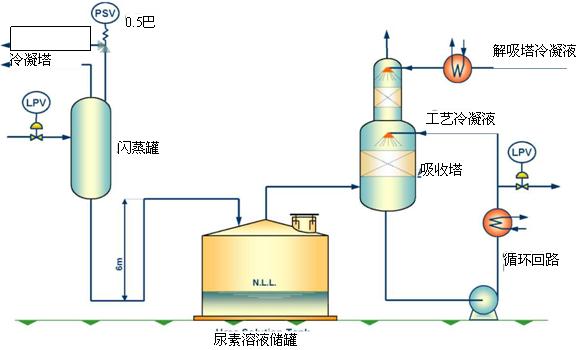
图8
吸收塔的设计基础是完全打开精馏塔出液口的液位控制阀(空气故障时打开)。在这种情况下,PIC不允许发生储罐水封破裂。为了限制进入储罐的最大蒸气量,将设定压力为0.5巴的安全阀安装在闪蒸罐上。通过给闪蒸罐出液口到尿素储罐提供6m液封,蒸气不可能直接进入储罐。通过闪蒸液将储罐的最大蒸气压力限制为0.5巴至大气压。吸收后,至大气的氨排放量可忽略不计。
5 结 论
科威特石化工业公司氨零排放项目是如何利用火炬和/或吸收塔以可控方式吸收和处理尿素装置的所有连续和间断氨排放的好例子。应了解,正如我们在此论文中曾试图说明的一样,不同系统的设计是相当复杂的问题。
在本项目开始时,必须明确当地法定部门和装置负责人的要求。在设计开发过程中,为了明确需要什么,及调整对现阶段遇到的不同问题的意见,要求有关各方定期召开会议。所需寿命周期成本也是这些会议中要考虑的问题。
科威特石化工业公司氨零排放项目证明火炬燃烧是处理或消除发生装置故障(不干扰邻近装置)时排放的氨的适当技术。
