




本论文叙述了2011年初在世界级规模的斯那姆尿素装置内试运行斯塔米卡邦设计的Safurex®高压汽提塔的成功经验。斯塔米卡邦设计的Safurex®高压汽提塔取代了2003年双金属设计的斯那姆汽提塔,后者在开车后不久,容器底部槽型钢材便出现极端腐蚀问题,导致持续出现运行中断并蒙受巨大经济损失。
针对原双金属汽提塔遇到的问题,决定用高压Safurex汽提塔替代双金属管汽提塔。
所述Safurex®汽提塔从2003年3月至2006年11月共运行850天,此后,所述汽提塔于2007年运回加拿大并安装于另一斯那姆尿素装置上。所述汽提塔自2007年第三季度运行至撰写本文为止,在新安装位置上未出现问题。
2 问 题
原高压汽提塔是一种利用25-22-2不锈钢在25-22-2 SS衬板上进行堆焊的设计,以双金属换热管[25-22-2 不锈钢承压外管和内层702-锆套管]作尿素工艺中的合金防腐保护换热管,见图1。堆焊采用了埋弧焊工艺[SAW]。双金属换热管设计是从将钛材料用作抵抗尿素溶液腐蚀的保护系统演化而来的。然而,新的双金属管设计证明,换热器底腔耐蚀性较差,换热器具有三个主要腐蚀问题,这将在本论文以下章节详细展开。
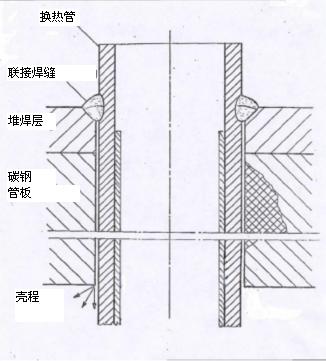
图1: 原双金属热交换器换热管示意图
继双金属尿素汽提塔的一些零星发生的开车问题后,运行6周后便出现了真正的问题:该尿素汽提塔的快速腐蚀已成重要的经济和安全问题)。2001年开车之后不久的日常巡检显示底部槽钢衬垫的堆焊处发生严重腐蚀[图2]。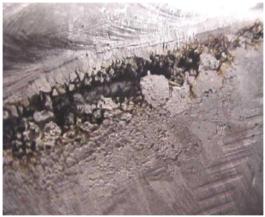
图2 25-22-2堆焊处的严重腐蚀
第一类腐蚀问题出现在底部槽钢衬板堆焊处。图3中焊道交叉处发生的腐蚀为晶间腐蚀类型。底部管板堆焊处观察到类似腐蚀情况。严重腐蚀视为由过多热量输入引起,SAW焊接工艺用于堆焊衬板和管板。

图3 SAW焊道热影响区的严重晶间腐蚀

图4 底部管板的晶间腐蚀
腐蚀非常严重须进行重大修补,据此,对所有焊接交叉区域进行了打磨,直至显露出完好的金属,然后采用气体保护金属弧焊工艺[SMAW]重新焊接。注意,作者在另外两种以相同方式构造的双金属汽提塔中见证了所述腐蚀,可能有更多证据可提供但未报告。经验表明,使用钨极惰性气体保护焊接工艺是修复这些腐蚀区域的最好方法,但此类大面积腐蚀区域需要修复时,该工艺非常缓慢而且耗时。气体保护金属弧焊工艺仅次于上述修复方法,且经验证明,在SAW热影响区采用气体保护金属弧焊工艺进行修复之后仅发生较小腐蚀。双金属汽提塔遇到的其他两种腐蚀类型是2001年9月份作者首先发现的换热管与管板之间的焊缝和底部管板堆焊处有许多泄漏。
结果证明,对于许多换热管与管板之间的泄漏和其他腐蚀相关的修复,这还只是个开始。
图5至图8显示了遇到的其他类型的腐蚀问题。图5显示了管板堆焊处与底部槽型钢材衬板堆焊处相似的晶间腐蚀类型。

图5 换热管与管板之间的泄漏修复后,发现了管板堆焊处的晶间腐蚀。也注意到了管端腐蚀。
图6 显示了热交换器换热管间三角形区域的针孔状腐蚀
图7显示了25-22-2不锈钢管内侧的腐蚀,此处,与热交换器换热管相邻的管板已采用附加堆焊。该腐蚀一开始并未出现,而只是从2002年开始出现。
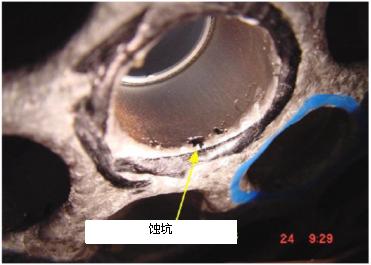
图7: 25-22-2管端内的腐蚀
图8显示了锆衬套和25-22-2不锈钢外管之间缝隙处发生的腐蚀。此类腐蚀无法轻易修复,且仅有溶液可堵住受影响的换热管。

图8: 锆衬套与25-22-2管间的缝隙腐蚀
检查了细节,发现修复是可行的,但在可预见的将来,缺陷[泄漏]发生频率将增加,因而双金属汽提塔将变得更加不可靠。减少底腔的腐蚀问题发生的尝试也一并纳入了考虑。2002年第一季度,通过高压压缩机对底腔进行了空气喷射,同时出口温度控制在最高温度200℃以内,且尽可能增加NH3与CO2的比率。制定的工艺改变对减轻腐蚀问题没有帮助且预测2002年至2003年第一季度将发生诸多泄漏。总共有10次停运导致86天的尿素装置故障时间,所有停运均由腐蚀问题引起,利润和支出损失总计数百万美元。3650根换热管中总共有515根换热管[占14%]须进行堵塞。
此外,2001年与2002年的修理停机时间也造成供应物流出现严重中断,使得尿素产品须从国外进口以满足短缺。同时受影响的还有生产商的可靠尿素供应商的信誉。
2002年,结合上述事件,内部讨论启动一个项目——购买利用锆结构进行防腐的所有受潮内部构件制
成的新汽提塔。锆汽提塔项目于2002年中期启动,且根据加急交货时间表拟定的交付日期为2004年第4季
度。实际上,直到2006年第4季度,备用锆汽提塔的交付才完成。
3 溶 液
2002年第4季度期间进行了关于用斯塔米卡邦设计的Safurex®汽提塔暂时更换双金属汽提塔的可行性讨论;完成锆汽提塔的生产前,该汽提塔可为阿格瑞姆公司使用。可用的Safurex®汽提塔于2000年制造,并预定为加拿大阿格瑞姆公司斯塔米卡邦尿素装置之一中计划消除“瓶颈”项目后的备用汽提塔。
在暂时使用Safurex®汽提塔作为双金属汽提塔备用的规划过程中,需要通过团队合作、定期项目更新和创造性思维解决大量障碍。这些障碍包括专利权和工艺设计差异[如传热系数、热交换器换热管尺寸和入口分离及液体分布等]。也必须考虑管道输送和设计、液位控制及结构设计。其他问题为装运、起重机物流、接头及停车协调等与施工相关的问题。租金和关税、保险、国家间的转移支付和语言障碍[英语和西班牙语,荷兰和意大利许可方]等商业问题也是所有必须克服的困难。
斯塔米卡邦从项目理念开始正式介入此项目,并有条件地为本项目提供全面支持。
无论要求项目如何快速实施,都要遵循所有主要项目步骤。没有发生损失工时的事故,成本在预算以内,且原计划7个月内完成的装置更换,实际在5个月内就完成了。2003年3月,项目成为现实,Safurex汽提塔代替双金属汽提塔投入了使用。
在2006年11月用锆汽提塔更换前,Safurex®汽提塔在此期间运行相当成功。Safurex®汽提塔运行期间,无腐蚀相关停运并取得记录生产数据。
4 更换双金属汽提塔
为了安装Safurex®汽提塔以作为双金属汽提塔的备用,对液体内部构件和液体分布做了更改,以使斯塔米卡邦汽提塔能在斯那姆装置中运行。因许可问题,这些变更并不涉及斯塔米卡邦。此外,专利许可问题妨碍了本论文中液体分布变化设计细节的公开。
然而,简而言之,原斯那姆分配系统须全部重新设计,以发挥斯塔米卡邦设计的汽提塔的作用。堵住两个入口液体喷嘴,并将顶腔内原有两处气体出口管线进行改装,一处作为液体入口源,另一处作为气体出口源。由于时间限制和其他问题[主要是材料可用性和交付时间],如材料可用,顶部内部构件用25-22-2不锈钢制造。如不可用,则用316L尿素级不锈钢代替,某些情况下甚至可用标准316L不锈钢。
保留了2002年底腔空气喷射以减轻双金属管腐蚀这一项目,该项目在Safurex®运行期间仍旧继续发挥作用。
Safurex®汽提塔的首次检查预定于2004年初进行。进行首次检查的工作周期相对较短,原因在于自2003年11月以来汽提塔性能下降。最初性能下降的原因可能是因为最近停电已对汽提塔造成内部损坏。
停电后,汽提效率变得更低,想到的可能原因为Safurex®装置内发生腐蚀,或改进的液体分配系统存在故障。结果证明,后者为效率低的主要原因。
5 汽提塔检查
对Safurex®汽提塔总共进行了三次检查。第一次是2004年3月,第二次是2005年4月,最后一次检查是在2006年11月。所有检查均由斯塔米卡邦人员进行并由阿格瑞姆公司见证。
对于2004年3月进行的第一次检查,Safurex®汽提塔已经运行了292天。在此期间,计划测量热交换器换热管的壁厚并进行目视检查。
汽提塔一到,便提出了进行设备检验的条件,其中,出于保密原因,斯塔米卡邦不被允许检查汽提塔的顶部且进行检验的时间限制为两天。不允许检查斯塔米卡邦的顶腔,并不是一个大障碍,因为斯那姆工艺中最严重的工艺条件在汽提塔底部。
尽管因不得不将探针从底部管板插入而使检查速度大大降低,仍可通过底部管板进行远场涡流管检测[RFT]测量。
由于仅有两天检查时间且鉴于通过底部管板进行测量的不利条件,对所有热交换器换热管的壁厚进行
测量显然是不可能的。鉴于此,选择了大约10%的热交换器换热管进行壁厚测量以进行代表性的腐蚀评估。
然后,须测量所选换热管的总长度。
目视检查期间,可以临时决定对表面出现氧化物的换热管进行额外的测量。图9显示了底部管板的目视外观,图10显示了待测量换热管的管板布置。

图9: 底部管板的各种表面氧化物外观
|
|
塞住 |
|
|
|
|
未测量 |
|
|
|
|
连接杆 |
|
|
|
|
|
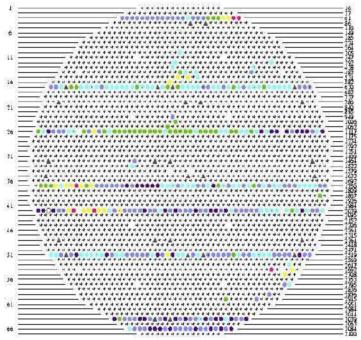
图10: 表示2004年和2005年检查中测量的换热管的管板布置
2004年3月进行的检查得到的结论可总结如下;
• 热交换器换热管最严重的腐蚀出现在底部。目视观察也显示出在顶部改进的液体分布状况不良。[操作人员口头证实液体分布器发生了机械损坏和部分腐蚀损坏]。部分管道底部有严重的氧化层堆积,其严重程度致使RFT探头无法进入这些管道。见图9。
• 运行292天,全管长的平均腐蚀速率总计为0.08 mm/y[结果见表1]。此腐蚀速率符合斯塔米卡邦池式合成塔尿素装置中运行的DSM汽提塔的第一次检查的信息。斯塔米卡邦报告指出,像Safurex®这样的双相不锈钢在第一年运行中显示出较高的腐蚀速率。这是材料金相组织的结果。
• 测量到的腐蚀速率也符合在采用25-22-2不锈钢换热管的高压汽提塔中发现的平均腐蚀速率,生产中为0.07 mm/y。
• 检查顶部三米的壁厚数据记录(该处工艺条件可与斯塔米卡邦汽提装置中汽提塔的工艺条件相提并论),运行时腐蚀速率仅为0.03 mm/y。而显著差异在于氧含量,其为0.45%,在斯塔米卡邦装置中为0.6%。
• 无需测量衬里和内部构件。衬里和内部构件光滑,甚至能看见原有的标记点和抛光区域。出现腐蚀的部件为25-22-2空气分配器及其紧固件。此处表面有磨损,表明存在某些腐蚀活动。
• 这些结果均考虑到与非常严重的操作条件[更多细节见表2]相关;
o 高温,最高205℃;
o 热交换器换热管液泛;
o 分布问题所致出现湿/干换热管;
o 氧含量低,0.45%。
Safurex®汽提塔的第二次检查于2005年4月进行。此次检查距上一次检查相差370天。斯那姆工艺条件下汽提塔的总运行期为662天。
因上述原因,再次无法对汽提塔顶部槽钢进行检查。检查再次限制为两天。这同样并非为了规避不利条件。2004年检查的结果并未显示Safurex®组件有任何腐蚀问题,因此没有理由进行比2004年范围更大的检查。因此,2005年4月进行了与2004年热交换器换热管进行的测量相同的检查。RFT结果如表1所示。
2005年4月进行的检查得出的结论可总结如下;
• 热交换器换热管最严重的腐蚀出现在底部,这一观察再次得到证实。
• 与2004年3月发现的腐蚀速率0.08 mm/y相比,自开车至2005年4月,总腐蚀速率为0.07 mm/y。因为自2004年3月检查以来运行时间为370天,腐蚀速率为0.05 mm/y。
• 也是在此时,无需测量衬套和内部构件,因为未观察到外观变化。25-22-2不锈钢空气分配器及其紧固件的腐蚀最低。
2006年11月9日至13日期间对Safurex®汽提塔进行了第三次检查和最后检查。在此次检查中,对顶部槽钢和底部槽钢区域进行了完整的目视检查,并对所有3100根换热管的全长范围进行100%RFT扫描。为完成这次检查,2003年安装的所有临时内部构件全部拆除。因此,该报告中未提供有关这些部件情况的数据。
2006年进行的检查得出的结论可总结如下;
5.1 目视检查结果
A 顶部槽钢
总的来说,发现顶部槽钢状况优良[见图11]。衬板和焊缝光滑,未观察到腐蚀迹象。法兰面光滑,腐蚀不明显。操作中未使用吸入喷嘴,且衬里光滑,上半部分有较少的氧化物堆积,表示液位在顶部管板上方约350mm处。操作中使用两个气体出口喷嘴且衬里和焊缝没有显示腐蚀迹象。

图11: 顶部槽型材的一般情况
换热管和管端[横切面端]呈现光滑至轻微侵蚀等不同的状况。但未观察到过度腐蚀。有大约50%的外突管端聚集有氧化皮,并超出了原来的加工容许误差。换热管与管板之间的焊缝平滑且未观察到腐蚀。
与隔离杆连接的螺母螺纹粗糙,需重新切割以备将来使用。也存在一些氧化皮。
管板和衬里之间的封头过渡区半径平滑[AGTAW-HW - 热丝钨极惰性气体保护焊接形成的焊缝]。焊缝由通过ESW [电渣焊接]工艺堆焊覆盖的管板部分被氧化层及管和管与管板焊缝覆盖。模式不可辨认[见图12]。

图12: 管板与衬里-顶部槽钢之间的封头过渡区半径
55根换热管中,发现薄的内氧化层不足1mm厚。[见图13]。

图13: 管到顶部管板的ID状况
B. 顶 盖顶盖上设置有大吊环[图14]。整个工作周期内不可移除该吊环。尽管存在此大吊环,衬里中未发现冷凝腐蚀[图15]。衬里如焊缝一样光滑。法兰面可接受。

图14: 顶盖上的吊环

图15: Safurex®衬里无冷凝腐蚀
C. 底部槽钢衬板和焊缝光滑,未观察到腐蚀迹象。就更换热管及换热管与管板之间的焊缝上一样,管板上覆盖有各种不同颜色的氧化皮[图16]。未观察到氧化皮形式的腐蚀。氧化皮出现在管板下方50mm的位置。结果表明,色差源自顶部临时分布器系统中所用材料腐蚀引起的腐蚀产物。
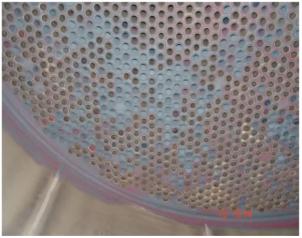
图16: 底部管板和换热管上聚集的氧化物
管端和横截面光滑且无腐蚀迹象。换热管与管板之间的焊缝平滑且未观察到腐蚀。ESW堆焊管板未观察到腐蚀。储槽的衬里,焊缝及出口管道平滑[图17]。

图17 底部槽钢储槽
管板和衬里之间的封头过渡区半径平滑[用AGTAW-HV焊接][图18]。
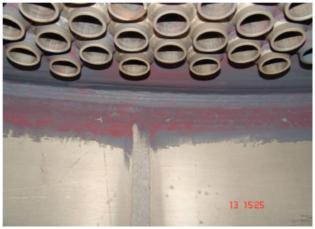
图18: 底部管板和衬里之间的封头过渡区半径
底部人孔盖底侧的衬里平滑,焊缝无腐蚀。排放管用结晶尿素封住。人孔法兰面状况良好[图19]。

图19: 底部人孔的衬里和法兰面
5.2 壁厚测量A 热交换器RFT壁厚测量
表1概述了第三次和最后一次壁厚测量。850天运行周期后,Safurex®管的平均腐蚀速率为0.08 mm/y。测量到的最薄壁在换热管底部,估计该位置最热。
B 衬里厚度测量
顶部槽钢、顶部和底部半球形封头的衬里、人孔、喷嘴和储槽区域的厚度测量用超声波探头随机抽查,精确到± 0.1 mm。总之,测得的随机厚度等于或大于制造的公称厚度。值得注意的是在有大吊环的顶盖上进行了测量。如上所述,未观察到冷凝腐蚀迹象,且最初检测到的衬里厚度与最后检查阶段相比并无不同。因此,对于顶部槽钢和底部槽钢中任何位置的衬板,都无法确定其腐蚀速率。
6 结 论
发现斯那姆尿素工艺中连续运行周期达850天的高压Safurex®汽提塔状况良好。在槽形通道,管嘴或人孔衬里处均未观察到腐蚀。从装置开车至2006年11月的第三次和最后检查,运行中的热交换器换热管的平均腐蚀速率为0.08 mm/y。
在装置重新投入运行前,将进行部分较小整修工作。也就是说,突出管端需要整修以移除聚集的较小氧化皮,以使斯塔米卡邦液体分配器换热管达到规定的密封要求。同样,焊接到顶部管板以容纳隔离杆的螺母的螺纹粗糙[被氧化皮覆盖]且需要重新车缧纹以备将来使用。
热交换器换热管上的氧化皮厚度小于0.5mm。55根换热管上,氧化皮厚度最大为1mm。
顶部槽钢圆柱段的衬板处需要进行较小修复[焊接咬边]。这些较小修复是由原始装配问题而非运转使用引起的。对于压力保持部件,上述修复区域不存在衬里破裂或出现渗漏通道的危险。
相似条件下运行的高压Safurex®汽提塔的剩余使用寿命为大约25年净运行周期[根据平均腐蚀速率0.08 mm/y、换热管最小允许壁厚以0.70 mm计算]。
Safurex®高压汽提塔在更具腐蚀性且更高温度的运行条件下运行支持了Safurex®是最佳合金并具有优异的耐尿素溶液环境性能这一观点。Safurex®为斯塔米卡邦设计的尿素装置的高压工段提供了最佳的施工材料选择,同时也是斯那姆设计尿素装置的最佳材料选择。来自尿素经营中Safurex®其他应用的反馈进一步支持了本论文概述的使用性能的信息。
虽然在总共850天的运行周期内将空气送入了底部槽钢,但认为使用Safurex®时无需使用氧气。尽管在上一次188天的连续运行周期内曾试图缩减辅助空气源,但仍无法证实装置可在不需要氧气的条件下运行。操作人员不希望采用堵塞辅助气源的方法进行该实时试验。
与更昂贵的合金如钛和锆相比,Safurex®是一种经济的在尿素装置中使用的合金选择;其提供了更容易的制造选择,其额外的好处是:修复方便,且日常条件下无需借助训练有素的专家。
所述高压Safurex®汽提塔已经于2007年第三季度运回加拿大并安装在另一斯那姆尿素设计装置中。
鸣谢
作者感谢阿格瑞姆公司和斯塔米卡邦在将高压Safurex置入斯那姆尿素运行项目中的全力支持以及他们对于本论文的支持。此外,作者还感谢Har Jochems、Joost Roes和Alex Scheerder在检查方面的专业经验和专业水平及他们克服摆在其面前的苛刻工作进度障碍的能力。
表1 RFT测量结果
最初的RFT测量
| 测量的换热管数量 | 3100 [100%] |
| 最大壁厚 | 3.15 mm |
| 最小壁厚 | 2.95 mm |
| 平均壁厚 | 3.15 mm |
| 总运行周期 | 0天 |
| 自开车后的腐蚀速率 | 不适用 |
第1次RFT测量*:开车至2004年3月期间
| 测量的换热管数量 | 362 [11.7%] |
| 最大壁厚 | 2.96 mm |
| 最小壁厚 | 2.80 mm |
| 平均壁厚 | 3.10 mm |
| 总运行周期 | 292天 |
| 自开车后的腐蚀速率 | 0.08 mm/y |
第2次RFT测量*:开车至2005年4月期间
| 测量的换热管数量 | 362 [11.7%] |
| 最大壁厚 | 3.10 mm |
| 最小壁厚 | 2.70 mm |
| 平均壁厚 | 2.91 mm |
| 总运行周期 | 662天 |
| 自开车后的腐蚀速率 | 0.07 mm/y |
第3次RFT测量*:开车至2006年11月期间
| 测量的换热管数量 | 3100 [100%] |
| 最大壁厚 | 3.05 mm |
| 最小壁厚 | 2.50 mm |
| 平均壁厚 | 2.84 mm |
| 总运行周期 | 850天 |
| 自开车后的腐蚀速率 | 0.08 mm/y |
*测量精度0.05 mm
表2 技术数据
运行数据
运行数据
| 蒸汽温度 | 200 - 215℃ |
| 入口温度 | 188℃ |
| 底部温度 | 最初为204.5℃,然后为200℃ |
| 氧气 | 二氧化碳流量的0.45% |
| 总运行周期 | 850天 |
汽提塔数据
| 制造商 | Schoeller, Bleckmann Nooter, Austria |
| 制造年份 | 2000 |
| 安装年份 | 2003 |
| 合金类型 | Safurex® |
| 热交换器换热管数量 | 3100,公称尺寸0 31 × 3 mm |
| 长度 | 6000 mm [管板之间] |
| 衬里厚度 | 公称6 mm |
