




本论文描述了位于埃及亚历山大的亚历山大化肥公司(ALEXFERT)的斯塔米卡邦尿素合成和斯塔米卡邦造粒装置的联动试车、开车和其他经验。
本论文概述了运行第一年至第一次大修期间装置的运行状态及出现的瓶颈。总有效开工天数达374天后,进行了大修。在此期间,出现14次堵塞。装置平均负荷为105-108%。
在装置单机试车和开车过程中,有一些机械问题,已经在开车前解决了其中一些机械问题,但也有一些机械问题要在第一次大修中解决。本论文描述了出现的主要问题及我们为克服这些问题所采取的措施。
2 引 言
亚历山大化肥公司(ALEXFERT)是一家于2003年10月成立的股份公司,位于埃及地中海沿岸的阿布吉尔湾海岸。这个位置靠近亚历山大港口和阿布吉尔湾,因此,该公司具有将其产品、液氨和大颗粒尿素出口到欧洲、美国和西非的最佳位置。整个联合装置(包括斯塔米卡邦造粒设备)的主要承包商是德国多特蒙德的伍德公司。
由于装置在私有自由区的位置优越,所有尿素产品和剩余氨(30000t/a)均直接出口。
ALEXFERT装置包括:
• 氨装置(1200t/d);
• 尿素合成装置(1925t/d=110%);
• 尿素造粒装置(2000t/d);
• 公用工程、储存设备、装袋设备及装载设备。
装置的联动试车和开车比合同规定日期提早三个月。
• 第一批氨生产:2006年6月15日
• 第一批氨装运:2006年7月11日
• 第一批尿素生产:2006年7月12日
尿素装置的第一年运行结果为:
开工时间=总时间-停车时间=374天=开工率=96.6%
产量系数=总产量/开工天数×装置设计负荷=105.1%
性能系数=总产量/总运行天数×装置设计负荷=101.6%
平均产量=总产量/开工天数=1840t/d
3 运行一年的操作经验
3.1 高压合成
3.1.1 合成塔
合成塔的塔顶温度是合成塔性能的一个指标。假设合成塔内的N/C比正确,塔顶温度应尽可能高。高达186℃的温度可被接受,且表明合成塔以高转化率运行。
合成塔内的压力控制在143.0巴左右。再加上温度高于183℃,该设置使合成塔具有良好的性能。CO2的转化率约为59%。
3.1.2 汽提塔
汽提塔采用原设计,在水流动前安装分液器,并在第一次检修后才检查分液器。汽提塔具有良好的性能,效率约为80%。负荷高得超过设计能力时,有降低效率的趋势。然而,负荷降低一点时,效率立即恢复到80%以上。
在最大能力下,汽提塔的出口温度范围为175-180℃。高负荷(约110%)时可接受该温度。该温度与蒸汽温度和N/C比直接相关。
3.1.3 高压甲铵冷凝器
高压甲铵冷凝器非常平稳地运行。冷凝器的出口温度为171℃,几乎与设计温度(=169.9℃)相等。冷凝器的性能良好。
3.1.4 高压洗涤塔
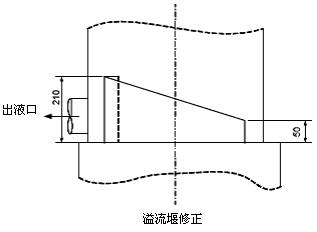
开车前,根据其他装置的经验修正了高压洗涤塔溢流堰。这种修正使高压喷射器性能稳定。洗涤塔的调节冷却水回路的平均温度(AT)设计为15℃。然而,实际平均温度(AT)总是介于20℃和25℃之间,表明洗涤塔的性能优于设计性能。该能力用于平衡低压蒸汽出口的蒸汽量。
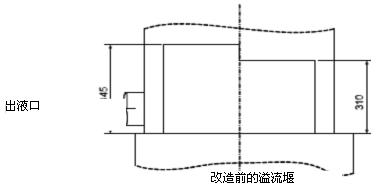
图1 修正前的溢流堰
 `
`
图2 溢流堰修正
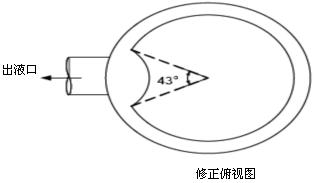
图3 修正俯视图
3.1.5 高压喷射器高压喷射器的运转没有任何问题。由于洗涤塔溢流堰内部构件的改造,吸入管线内的液位非常稳定,使得高压洗涤器的控制和温度均稳定。
3.2 循环
3.2.1 分离器
分离器的压力范围为3.5-4.0巴,此范围高于设计压力。泄压阀的设定压力为5.0巴,但相当稳定。因此,在较高压力范围内操作装置不成问题。循环分离器的压力通常为汽提塔性能的一个指标。在这种情况下,即使实验室分析表明汽提塔效果良好,仍存有疑问。通过影响汽提塔的性能来降低压力的尝试并不成功。
3.2.2 循环加热器
循环加热器的正常温度为135℃,循环加热器的温度决定了离开低压甲铵冷凝器的循环分离器的气体量。不建议在低于135℃的出口温度下操作循环加热器,这会导致常压闪蒸罐上的氨负荷较高,使得后端工段的氨含量较高。
3.2.3 低压甲铵冷凝器
低压甲铵冷凝器冷凝所有离开循环分离器的气体。在100%质量平衡中,冷凝能力为24600kg/h。低压甲铵冷凝器具有调节冷却水回路。该回路的设计ΔT为10℃,实际测得的ΔT约为5℃。该低值意味着循环调节冷却水流量远高于设计流量。
3.2.4 尿素溶液储罐
通常只有尿素溶液储罐的小分隔室运行。操作控制储罐液位的最便捷方式是考虑对造粒装置的熔体压力做一些改变。熔体压力的变化范围为3.2-3.8巴,本厂装置的优选操作值为3.4巴。
3.3 蒸发
3.3.1 第一蒸发器
根据操作程序定期对第一蒸发器进行冲洗。正常操作温度介于130℃和132℃之间,出口内的所需浓度约为95.0%。
3.3.2 第二蒸发器
第二蒸发器必须将熔融尿素浓缩至98.5%。该浓度对达到造粒装置的良好性能非常重要。真空系统处于良好状态时,我们在最低温度下操作第二蒸发器,以防止蒸发器的出气口管线内出现产品沉积。
3.4 造粒
3.4.1 造粒机
熔融尿素以薄膜状喷射到斯塔米卡邦造粒机的尿素颗粒流化床内。造粒机分为造粒工段和小冷却工段。在两个工段中,通过多孔板均匀分布流化风,以流化、运输和冷却大颗粒尿素。
3.4.2 取料
在初始试验阶段,造粒机取料皮带对流化床料位的反应太快,导致下游出现强烈的负荷变化。变化造成破碎机故障。变化干扰是工艺控制问题。考虑到流化床料位的一些变化,已经减缓了对料位的反应,但导致取料机下游的所有设备均处于恒定负荷。应定期清洗安全筛。
3.4.3 破碎机
每次冲洗破碎机后,从上辊和下辊取样,以判断破碎后产品的外观。实验室必须测量粒度分布,以检查破碎机的性能。
为了进行优化和生产其他尺寸的产品,有必要积累系统对破碎机出口粒度分布反应的一些知识。破碎机的最佳设置是为了实现最少粉尘形成,即少于15%(粉尘<0.6mm),同时在最终产品颗粒尺寸中产生最少量的破损颗粒。
3.5 性能测试期间的产品规格
表1 下表描述装置性能测试期间的产品质量
| 保证试验 | 每日可达到的平均产量 | 总氮 | 缩二脲,% | 水分,% | 硬度,Kp | 筛孔大小,2-4.5% |
| 1750t/d (100%) | 1820t/d | 46.2 | 0.85 | 0.22 | 4.4 | 99 |
| 1925t/d (110%) | 1927.8t/d | 46.2 | 0.84 | 0.21 | 4.3 | 99 |
| 造粒装置的最大负荷:2000 t/d | 2150.4 | 46.2 | 0.86 | 0.25 | 4.2 | 99 |
| 最小极限负荷比:60% | 1050 | 46.2 | 0.90 | 0.21 | 4.5 | 99 |
4 装置的瓶颈
4.1 汽提效率从首次开车起6个月后,效率降低到0.75%左右,另一方面,循环压力升高到4.2-4.3巴(表压)。我们检查了汽提塔入口蒸汽的温度,发现温度为270℃,而入口蒸汽应为212℃,且饱和。咨询斯塔米卡邦公司后,我们对高压汽提塔顶盖(见图3)内的汽提塔汽包和液体分布环进行了改造。进行改造后,在112%的较高合成负荷下,效率变为0.77:0.78%,循环压力也提高到3.8-4.0巴。
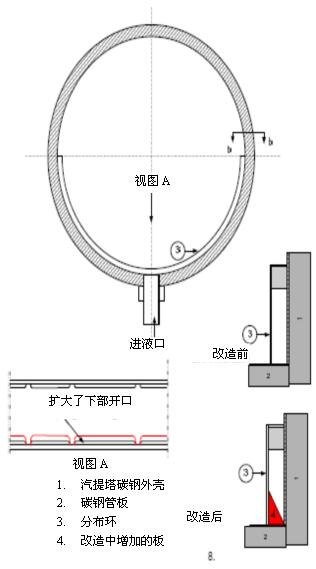
图4:
从首次开车起5个月后,我们检查了氨过滤器,发现滤筒完全溶解。滤筒的类型由聚酯变为聚丙烯,现在,以适当方式进行过滤。
4.3 第二蒸发器
第二蒸发器的真空并不处于良好状态。熔体浓度因低真空降低到97.5%,同时影响最终产品的含水量。最终产品的含水量从0.21wt%增加到0.27wt%。低真空是因形成副产品所致,造成二级分离器部分阻塞。
我们采用低压吸收塔泵将氨水(5wt%)打入第二分离器,以在运行期间溶解络合物,并跟踪第二解吸塔出口处的电导性,来避免此问题。斯塔米卡邦建议对第二分离器进行改造,以实现永久性氨水冲洗(5wt%)和9巴蒸汽冲洗。
5 产品质量和甲醛含量
在装置首次开车期间,最终产品的重量损失率保持在0.55wt%。我们根据斯塔米卡邦造粒技术逐步将甲醛供应量减少到0.3%(参见表2)。
表2
| 月份 | 重量损失,% | 水分,% | 硬度,kp |
| 2006年12月 | 0.55 | 0.24 | 4.4 |
| 2007年1月 | 0.45 | 0.23 | 4.4 |
| 2007年2月 | 0.40 | 0.21 | 4.2 |
| 2007年3月 | 0.32 | 0.20 | 4.1 |
结论是,重量损失为0.3%的产品最好,长距离海运(美国)没有产生任何搬运问题和客户投诉。
6. 年度停车
斯塔米卡邦被要求对高压尿素设备进行检查。在制造过程中,斯塔米卡邦根据UHDE的要求局部检查了设备。此次检查是经过374个总有效开工日后的第一次检查。在此期间,发生过14次堵塞,最长的一次时间为56小时。平均装置能力为105-108%。
检查结果是,高压设备可靠且处于良好状况,未做任何修理。由于制造过程中的严重焊穿,高压冷凝器的一个冷凝管是被堵塞住的。
6.1 高压汽提塔322 E001
由于汽提塔在高负荷下的效率较低,对液体分布环顶盖进行改造,以实现在管板上更好的液体分布。
6.2 高压蒸汽饱和器329 D005
对蒸汽饱和器的改造(参见图4)应避免高压汽提塔内出现水解和过热。对汽提塔和蒸汽饱和器进行改造后,汽提塔在高负荷下的效率更高,且达到0.77-0.78%。在110%较高装置负荷下,循环压力从4.3巴下降到3.9巴。
蒸汽喷洒器入口汽包为具有约380个孔(孔径为20mm)的管道(DN 350),这些孔分布成两排。孔径减小到10mm,但孔的总数增加到1472个,这些孔呈8排分布在蒸汽喷洒器的底侧。管道的总长度约为4m。蒸汽喷洒器预制成两根独立的管道,然后在汽包内安装、焊接成一根管道。
6. 年度停车
斯塔米卡邦被要求对高压尿素设备进行检查。在制造过程中,斯塔米卡邦根据UHDE的要求局部检查了设备。此次检查是经过374个总有效开工日后的第一次检查。在此期间,发生过14次堵塞,最长的一次时间为56小时。平均装置能力为105-108%。
检查结果是,高压设备可靠且处于良好状况,未做任何修理。由于制造过程中的严重焊穿,高压冷凝器的一个冷凝管是被堵塞住的。
6.1 高压汽提塔322 E001
由于汽提塔在高负荷下的效率较低,对液体分布环顶盖进行改造,以实现在管板上更好的液体分布。
6.2 高压蒸汽饱和器329 D005
对蒸汽饱和器的改造(参见图4)应避免高压汽提塔内出现水解和过热。对汽提塔和蒸汽饱和器进行改造后,汽提塔在高负荷下的效率更高,且达到0.77-0.78%。在110%较高装置负荷下,循环压力从4.3巴下降到3.9巴。
蒸汽喷洒器入口汽包为具有约380个孔(孔径为20mm)的管道(DN 350),这些孔分布成两排。孔径减小到10mm,但孔的总数增加到1472个,这些孔呈8排分布在蒸汽喷洒器的底侧。管道的总长度约为4m。蒸汽喷洒器预制成两根独立的管道,然后在汽包内安装、焊接成一根管道。

图5 改造后的具有1472个孔(分为8排,孔径为10mm)的蒸汽喷洒器
6.3 第二分离器324F003
由于第二分离器因三脲形成和其他副产品而部分阻塞,进行改造,以通过进入分离器的氨水和蒸汽进行冲洗。蒸汽总是打开,需要进行冲洗来提高真空度时,打开氨水。
由于第二分离器因三脲形成和其他副产品而部分阻塞,进行改造,以通过进入分离器的氨水和蒸汽进行冲洗。蒸汽总是打开,需要进行冲洗来提高真空度时,打开氨水。
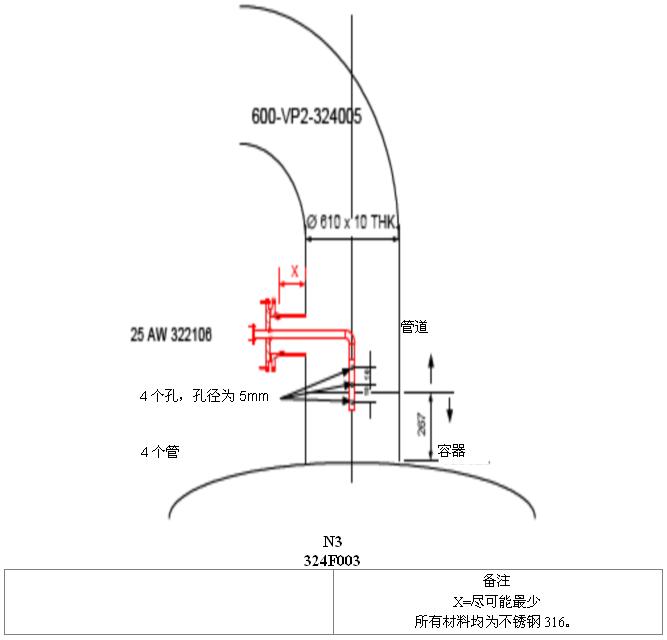
N3
324F003
324F003
备注:X=尽可能最少;所有材料均为不锈钢316。
图6
7 机械问题
Alexfert的斯塔米卡邦2000t/d新流化床造粒机由Andritz车间建造,由作为总承包商的UHDE于2005年9月安装在Alexfert现场。流化床造粒机主要构造有两部分:
• 下部,包括用于熔融尿素和喷射器空气的喷嘴、多孔板和流化风道;
• 上部,称为排气通风罩,主要为收集所有气体和粉尘并通过洗涤塔排风机驱动的真空将气体和粉尘送至造粒机洗涤塔系统的大管道。
在联动试车和初次开车过程中,造粒机主要有两个问题:
• 外部加劲板出现裂纹;
• 产品热泄漏进入造粒机下部;
• 经过几个月运行后,造粒机的多孔板内出现一些裂纹。
我们将在本论文的这部分讨论这些问题,并讨论如何解决这些问题。请注意,在联动试车和开车前,是从埃及EFC-2装置的更早开车中了解到这两个问题。
1 造粒机外壳的刚度不够,因此产生裂纹。
2 第二集气管的下部没有保温层,因此导致最后一排喷射器阻塞。
7.1 造粒机加劲板
7.1.1 问题说明
在造粒风机的联动试车过程中,我们必须运行所有系统(包括洗涤塔和洗涤塔排风机),就像装置在正常运行。造粒机的运行状态与正常运行状态类似时,我们注意到造粒机壁出现某些振动。这些振动主要出现在造粒机顶部、外壁之间及造粒机内部分隔室之间的隔墙处。
审查设计后,我们发现计算和应力分析均基于整个造粒机(造粒机应作为一个整机制造和运输)的连续加强梁。但由于造粒机的尺寸大,造粒机分三个部分制造和运输至现场,因此,实际上三个部分之间的接点没有连续加劲肋。
从苏伊士EFC-2装置的开车了解到,洗涤塔内部构件安装错误可造成造粒塔振动,因此,检查并调整了洗涤塔的内部构件。
7.1.2 建议的造粒机加强
与供应商Andritz一起讨论一些其他解决方案:
• 焊接额外的加劲板,以使原来的加强肋起到连续加强肋的作用;
• 将额外加强梁焊接成原加强肋;
• 将额外管道加强肋焊接在顶部。
在装置开车前进行了这些改造,然后在满载下重新安全启动造粒机,只出现了很小或正常的振动,且没有再发生任何问题。
7.2 喷射器集气管保温层
7.2.1 问题说明
熔融尿素通过温度约为140℃的熔融尿素总管。喷射器集气管环绕气流温度为150℃尿素总管,但环绕喷射器集气管的流化风的温度根据环境温度和工艺条件在50℃到60℃之间波动。因此,喷射器空气至流化风的热泄漏会影响熔融尿素的温度,最终也会影响产品的最终规格。
在测得热损耗的EFC-2装置和Alexfert中已经看出了这个问题。
7.2.2 采取的行动
第一个行动
开车前,UHDE直接采取了快速解决方案,即使用Armaflex高温保温板对主管和通往造粒机下部内部喷嘴的管道进行保温。用Armaflex保温板将总管自下至上裹住。再在Armaflex保温板外面用0.1mm厚的铝片自下至上包裹来保护Armaflex保温板,并通过尽可能带硅密封剂的自粘胶带固定。
开车后,所有运行状态均良好,并未观察到任何热泄漏。最终产品的规格优良。但不幸的是,Armaflex保温板和保护铝片开始松动,并落入造粒机下部。经过4个月后,我们发现一个总管几乎没有任何保温层。
第二个行动
由于在造粒机的清洗过程中使用冲洗水,导致总管顶部的保温层无法密封,保温层充满水,Armaflex保温板掉落,因此在第一次修理时使用的Armaflex保温板很少。
最好自上而下安装保温 (把其他地方都改过来!!!)板和保护板(密封点应从底部开始),以防止洗涤过程中出现任何充水而增加保温板的重量,使其掉落。
Armaflex保温板再次用于保温(因其能满足所有要求),但在拆卸多孔板后从总管顶部安装,然后通过0.5mm铝护板(见图7和图8)覆盖。使用硅橡胶密封铝板的密封点,以确保没有水漏入保温层。
应在停车前准备所有所需材料。我们有备用总管,因此,我们在装置停车前事先准备好所有所需的安装材料,并进行安装排练。造粒机运行后并进行过三次左右洗涤后,没有观察到保温层出现任何损坏,且所有运行状态均良好。
Alexfert的斯塔米卡邦2000t/d新流化床造粒机由Andritz车间建造,由作为总承包商的UHDE于2005年9月安装在Alexfert现场。流化床造粒机主要构造有两部分:
• 下部,包括用于熔融尿素和喷射器空气的喷嘴、多孔板和流化风道;
• 上部,称为排气通风罩,主要为收集所有气体和粉尘并通过洗涤塔排风机驱动的真空将气体和粉尘送至造粒机洗涤塔系统的大管道。
在联动试车和初次开车过程中,造粒机主要有两个问题:
• 外部加劲板出现裂纹;
• 产品热泄漏进入造粒机下部;
• 经过几个月运行后,造粒机的多孔板内出现一些裂纹。
我们将在本论文的这部分讨论这些问题,并讨论如何解决这些问题。请注意,在联动试车和开车前,是从埃及EFC-2装置的更早开车中了解到这两个问题。
1 造粒机外壳的刚度不够,因此产生裂纹。
2 第二集气管的下部没有保温层,因此导致最后一排喷射器阻塞。
7.1 造粒机加劲板
7.1.1 问题说明
在造粒风机的联动试车过程中,我们必须运行所有系统(包括洗涤塔和洗涤塔排风机),就像装置在正常运行。造粒机的运行状态与正常运行状态类似时,我们注意到造粒机壁出现某些振动。这些振动主要出现在造粒机顶部、外壁之间及造粒机内部分隔室之间的隔墙处。
审查设计后,我们发现计算和应力分析均基于整个造粒机(造粒机应作为一个整机制造和运输)的连续加强梁。但由于造粒机的尺寸大,造粒机分三个部分制造和运输至现场,因此,实际上三个部分之间的接点没有连续加劲肋。
从苏伊士EFC-2装置的开车了解到,洗涤塔内部构件安装错误可造成造粒塔振动,因此,检查并调整了洗涤塔的内部构件。
7.1.2 建议的造粒机加强
与供应商Andritz一起讨论一些其他解决方案:
• 焊接额外的加劲板,以使原来的加强肋起到连续加强肋的作用;
• 将额外加强梁焊接成原加强肋;
• 将额外管道加强肋焊接在顶部。
在装置开车前进行了这些改造,然后在满载下重新安全启动造粒机,只出现了很小或正常的振动,且没有再发生任何问题。
7.2 喷射器集气管保温层
7.2.1 问题说明
熔融尿素通过温度约为140℃的熔融尿素总管。喷射器集气管环绕气流温度为150℃尿素总管,但环绕喷射器集气管的流化风的温度根据环境温度和工艺条件在50℃到60℃之间波动。因此,喷射器空气至流化风的热泄漏会影响熔融尿素的温度,最终也会影响产品的最终规格。
在测得热损耗的EFC-2装置和Alexfert中已经看出了这个问题。
7.2.2 采取的行动
第一个行动
开车前,UHDE直接采取了快速解决方案,即使用Armaflex高温保温板对主管和通往造粒机下部内部喷嘴的管道进行保温。用Armaflex保温板将总管自下至上裹住。再在Armaflex保温板外面用0.1mm厚的铝片自下至上包裹来保护Armaflex保温板,并通过尽可能带硅密封剂的自粘胶带固定。
开车后,所有运行状态均良好,并未观察到任何热泄漏。最终产品的规格优良。但不幸的是,Armaflex保温板和保护铝片开始松动,并落入造粒机下部。经过4个月后,我们发现一个总管几乎没有任何保温层。
第二个行动
由于在造粒机的清洗过程中使用冲洗水,导致总管顶部的保温层无法密封,保温层充满水,Armaflex保温板掉落,因此在第一次修理时使用的Armaflex保温板很少。
最好自上而下安装保温 (把其他地方都改过来!!!)板和保护板(密封点应从底部开始),以防止洗涤过程中出现任何充水而增加保温板的重量,使其掉落。
Armaflex保温板再次用于保温(因其能满足所有要求),但在拆卸多孔板后从总管顶部安装,然后通过0.5mm铝护板(见图7和图8)覆盖。使用硅橡胶密封铝板的密封点,以确保没有水漏入保温层。
应在停车前准备所有所需材料。我们有备用总管,因此,我们在装置停车前事先准备好所有所需的安装材料,并进行安装排练。造粒机运行后并进行过三次左右洗涤后,没有观察到保温层出现任何损坏,且所有运行状态均良好。
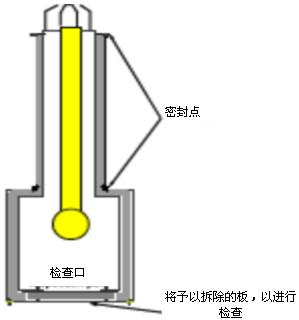
图7

图8
7.3 多孔板的裂纹
多孔板是造粒机中负责移动造粒机内的大颗粒尿素床的部分,具有特殊孔,这些特殊孔引导造粒机上部的流化风流。在造粒机的正常洗涤过程(2007年2月)中,我们注意到固定点下方的不同多孔板出现一些裂纹。这些裂纹不会造成任何问题,但我们想了解裂纹出现的原因,并解决这个问题。
7.3.1 问题说明和分析
多孔板覆盖造粒机的整个表面区域,面积为3.75m×10m,分为不同尺寸的35块板。每块多孔板均通过螺栓固定到造粒机机身上(图9)。裂纹主要出现在固定螺栓的下方。在第一次检查时,我们发现不同多孔板和不同腔体处共出现11处裂纹,3个月后,我们发现其他多孔板出现5处新的裂纹。
多孔板是造粒机中负责移动造粒机内的大颗粒尿素床的部分,具有特殊孔,这些特殊孔引导造粒机上部的流化风流。在造粒机的正常洗涤过程(2007年2月)中,我们注意到固定点下方的不同多孔板出现一些裂纹。这些裂纹不会造成任何问题,但我们想了解裂纹出现的原因,并解决这个问题。
7.3.1 问题说明和分析
多孔板覆盖造粒机的整个表面区域,面积为3.75m×10m,分为不同尺寸的35块板。每块多孔板均通过螺栓固定到造粒机机身上(图9)。裂纹主要出现在固定螺栓的下方。在第一次检查时,我们发现不同多孔板和不同腔体处共出现11处裂纹,3个月后,我们发现其他多孔板出现5处新的裂纹。
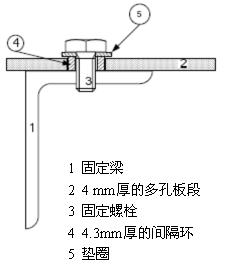
图9
根据制造商,这些多孔板的设计允许其随流化风流和空气压力的变化而做少量垂直运动,这应通过使用间隔环(图9第4部分)来实现。
检查多孔板的定位后,我们发现某些间隔环的实际尺寸不准确,某些固定梁也因制造公差而不垂直。结果是,有些多孔板受压,不能根据设计要求移动。
7.3.2 解决方案
与制造商一起进行最终分析后,我们关闭了造粒机,并在开裂区域上方安装了额外的大垫圈。
与制造商一起进行最终分析和讨论后,最终解决方案为:
用更大的间隔环(4.6mm厚)代替原间隔环,以克服制造中的困难。
为所有螺栓安装额外的垫圈。
在停车过程中,安置了建议的垫圈,并用新的板代替所有有裂纹的板。在每次造粒机洗涤过程中,都要对多孔板检查三次,到目前为止没有发现任何裂纹,同时,造粒机的质保期延长一年。
检查多孔板的定位后,我们发现某些间隔环的实际尺寸不准确,某些固定梁也因制造公差而不垂直。结果是,有些多孔板受压,不能根据设计要求移动。
7.3.2 解决方案
与制造商一起进行最终分析后,我们关闭了造粒机,并在开裂区域上方安装了额外的大垫圈。
与制造商一起进行最终分析和讨论后,最终解决方案为:
用更大的间隔环(4.6mm厚)代替原间隔环,以克服制造中的困难。
为所有螺栓安装额外的垫圈。
在停车过程中,安置了建议的垫圈,并用新的板代替所有有裂纹的板。在每次造粒机洗涤过程中,都要对多孔板检查三次,到目前为止没有发现任何裂纹,同时,造粒机的质保期延长一年。
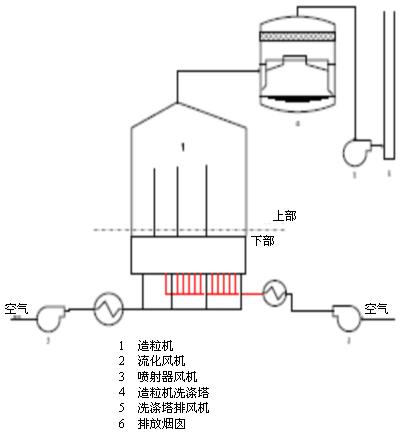
图10:
8 结论
装置在第一年运行期间的性能优良,没有遇到大问题。
UHDE和斯塔米卡邦解决问题的反应均属一流。产出的尿素产品的质量优良。
在不牺牲产品质量和满足长距离运输要求的情况下,尿素甲醛消耗的减少得到了普遍认可。
在检修中进行的改造似乎较为成功,第二分离器的改造在溶解所有三脲形成中并不完全有效。
装置在第一年运行期间的性能优良,没有遇到大问题。
UHDE和斯塔米卡邦解决问题的反应均属一流。产出的尿素产品的质量优良。
在不牺牲产品质量和满足长距离运输要求的情况下,尿素甲醛消耗的减少得到了普遍认可。
在检修中进行的改造似乎较为成功,第二分离器的改造在溶解所有三脲形成中并不完全有效。
