



双甲工艺是我国首先提出实现工业化的一项先进工艺。湖南安淳公司于1990年8月申请中国发明专利,1992年于湖南衡阳市氮肥厂实施工业化生产,一次开车成功。比丹麦托普索公司提出的“氨厂甲醇化工艺”及流程还早二年问世,且运行参数更加合理。
双甲工艺是采用甲醇化后串上甲烷化流程,将传统的甲醇工序生产甲醇并去除原料气中的CO、CO2的功能加以利用,并另赋予一个新的功用——净化和深度净化功能。再将甲烷化反应串在之后,达到生产产品净化精制于一体,创造了一种高效的、节能的、环保的净化精制工艺。
进入2000年新世纪后,我们又将双甲工艺技术提升为醇烃化技术。变双甲工艺以气态的方式输出副产物(气态的CH4)改换成输出为液态的副产物(常温下能方便地冷凝的醇类及烃类物质)的方式,成功地将技术进行了“升级”。达到同样产量和同样的入工段气体成份条件下,精制原料气的H2消耗下降近30%,合成工段的放空量下降80%。
本文对双甲工艺及醇烃化工艺进行分析比较,阐述两种工艺的先进性和应用时应注意的事项。
1 现有净化精制工艺初步分析
目前国内合成氨厂生产过程中,对原料气精制方法主要有“铜洗”法,深度变换-甲烷化法,低温甲醇洗串液氮洗涤净化精制法(适应于粉煤制气和水煤浆制气工艺),湖南安淳公司首创推出的双甲工艺精制法或醇烃化精制方法。
1.1 醋酸铜氨液精制方法
“铜洗”法的原理是利用醋酸铜氨液来脱除原料气中的少量CO、CO2,达到精制原料气之目的。这种方法是一种相对“传统”的工艺气净化精制的方法。多年来在中、小合成氨企业使用,创造了成熟的运行经验和成熟的工艺操作指标,特加是随着联醇工序进入合成氨工艺中,又有了联醇串铜洗的操作方法,使铜洗工段的物耗大幅下降。但随着节能工作的深入,环保要求的提高,“铜洗”净化精制法的缺点越来越突出,主要表现在控制指标过多、操作不稳定、检修频繁、既要冷源又要热源,造成运行费用高、工序操作和检修过程中的环境污染较严重。
1.2 深度低变串甲烷化法
深度变换—甲烷化法,是在引进的以天然气为原料的“ICI流程”中的“中、低、甲流程”基础上发展到以煤为原料的合成氨工业中的。它的成功得益于钴钼系低温变换催化剂的研制成功。这种流程,由于变换系统的CO2含量和天然气为原料的工艺指标不一样,加之催化剂与铜系低变催化剂反应温度也有差距,而煤制气工艺是“带”着比天然气为原料的制气流程中多得多的CO2量进入低变岗位,影响了低变转化率,使得达到同样的变换出口CO指标,将要多耗催化剂量和多用蒸汽。也迫使流程设置复杂,热利用率也低,尤其是蒸汽消耗太高,造成供汽紧张,既制约生产又不经济,这种流程在国内运用了几家,由于综合技术经济性能不十分理想,推广面不大。
1.3 低温甲醇洗串液氮洗净化精制方法
低温甲醇洗串液氮洗涤的净化精制工艺是一种很好的净化精制方法,它可以得到进入氨合成工段的气体几乎仅有按比例配套的H2、N2气的优质气源,氨合成的放空量将非常少,氨合成回路的循环量也显著降低,合成反应器的反应效率也显著提高。但这种工艺需要较多的冷源,只有在采用富氧或纯氧制气的工艺流程中,也就是说有制氧工序的流程才合适。如果采用固定床制气,又要新增一个冷冻岗位,这样反而不经济了,本文对此方法不进行深入地分析。
1.4 双甲工艺或称为醇烷化工艺
1.4.1 双甲工艺基本反应原理
双甲工艺——甲醇化反应串甲烷化反应,即以甲醇化反应来脱除脱碳工段后的工艺气中的CO+CO2,达到0.03%~0.3%左右,再以甲烷化反应将气体再精制到15×10-6以下,完成对合成氨原料气的净化精制工作。
该工艺如果再按其各工序所处的压力级来细分命名,也可称之为低压法、高压法、等压法、非等压法、等高压法等。技术的核心内容是在合成氨原料气的净化精制中,在一定的压力和有关工艺条件下,先以甲醇化反应来净化合成氨原料气,同时将其中部分CO+CO2与原料气中的H2反应生成甲醇产品,同时也对原料气取到了净化作用。这种方式类似于联碱工业和制碳酸氢铵工业的“碳化”工序——即生产了联碱或碳铵产品,也对原料气中的CO2进行了部分脱除,并取到了原料气的净化作用,这时,原料气中绝大部分的CO+CO2被脱除干净。尔后,气体再进入甲烷化工序进行精制合成氨原料气,精制后达到CO+CO2总量在(5~15)×10-6,最终获得了可安全进入氨合成工段的合格原料气。
双甲工艺的几个基本反应方程式如下。
甲醇化反应:
主反应:
CO+2H2 = CH3OH +102.5 kJ/mol
CO2+3H2 = CH3OH+H2O+59.6 kJ/mol
副反应:
4CO+8H2 = C4H9OH+3H2O +49.62 kJ/mol
2CO+4H2 = (CH3)2O+H2O+200.2 kJ/mol
2CH3OH = (CH3)2O+H2O
CO+3H2 = CH4+H2O +115.6 kJ/mol
CO2+H2=CO+H2O –42.9 kJ/mol
nCO+2nH2=(CH2)n+nH2O+Q
从反应的主反应方程式中可知,反应主要以CO、CO2与H2合成反应生成甲醇产品,并去除了原料气中的一定量的CO+CO2,这是双甲工艺的第一步净化反应的功能。
受单程转化率限制,当反应器进口的未反应气中的CO和CO2含量达到一定量时,要开用循环机来提高醇的产率或降低反应气出口气中的CO+CO2的浓度。
甲烷化反应:
主反应:
CO +3H2 = CH4 + H2O +206.3kJ/mol
CO2 + 4H2 = CH4 + 2H2O +165.1kJ/mol
副反应:
O2+2H2=2H2O+C +484.0kJ/mol
2CO=CO2+C+172.5kJ/mol
CO+H2=H2O+C+131.5kJ/mol
Ni+4CO=Ni(CO)4(气) 剧毒
反应同样以CO+CO2与H2作为原料,生成了CH4。但反应主要目的是以精制合成氨原料气——将甲醇化后的只有很少量的CO+CO2进行脱除。为了减少精炼气的放空量,工程上要尽量使进入甲烷化气体中的CO+CO2少, 这样可使甲烷化反应少生成无用的惰性气体,少耗用H2,进而使合成工段的放空量不增加很多,这也是双甲工艺中比较注重的工程技术问题。
1.4.2 双甲工艺工业化的基本配置方式
图1是一个以煤为原料的典型流程方框图。

流程中的配置方式可按照甲醇产量、利旧设备多少、利旧设备情况进行不同压力级、不同设备组合形式、不同的醇化或甲烷化反应器结构进行“因地制宜”地工程设计。
一般来说,当新建一套全新的系统时,我们将双甲工艺按醇产量的大小配置成一个塔产醇另一个塔净化的方式,一般设产醇塔尽量低压法生产,即甲醇产量愈大,将一级醇化压力配入低压段来生产,当产醇量较小或以净化为目的时,将其第一级和第二级甲醇化设置在一个压力级,有利于醇化塔的互换和管理。这就有醇化系统的“非等压”和“等压”之称。同时,一般甲烷化的配置是紧接在二级甲醇之后,一般为和二级甲醇化等压配置。
当有利旧的联醇系统或利旧的合成系统改成甲烷化系统时,我们配置方法就多样化了,一般尽量利用原设备的特性来配置。
当甲醇化后串甲烷化时,由于常规常温分离方式的缺陷,往往不可能较干净地将甲醇化后的气体中的甲醇蒸汽、二甲醚蒸汽分离下来,而这样的气体成份带入甲烷化,对甲烷化催化剂是不利的,工艺上也设置了一个“净醇”岗位,用软水来洗净这些物质。
2 醇烃化工艺的发明
从上面甲烷化反应式可以看出,由于甲醇化后的CO+CO2气体总量几乎完全要与原料气中最为有用的有效成份H2进行反应,而生成CH4,而CH4气体在合成工段是一种无用的气体,生成得愈多,只能增加循环机功耗和合成系统放空量,也使有效气体损失更大。常规的方法是使进入甲烷化工段的气体中的CO、CO2尽量少,而要达到消耗量少,但也带来了甲烷化反应器的热不平衡问题、第二甲醇化反应器的热不平衡问题等一系列工艺问题,工程上将要增加投资和使流程复杂化。
我们设想,能不能够使甲醇化更加深度地进行净化?换言之,也就是说能否将甲醇化出口气也象甲烷化出口气一样将CO、CO2量净化到10-6级?这将大大地简化工艺。要得到这种目的,首先考虑是否将甲醇化反应压力提高来进行净化,但研究得知,目前我们选择的铜系催化剂提高压力到10MPa以上,转化率提高并不多。而提高压力,也会造成压缩功增加,将“得不偿失”。如果将甲醇化的催化剂进行改良,或者将甲烷化催化剂进行更换,以一种既可以达到深度精制目的,其产物又不生成或少生成CH4,而生成甲醇产品,使得精制副产品变为有用的可回收的产品,而且这些副产品是以液态的方式输出系统,也便于回收和输送。这样,也不增加合成系统的CH4含量,合成的放空量将不会因精制而消耗H2气过多,生成CH4多,这将是“一举多得”的好事。
我们把目光放到新型的精制催化剂研制上。
2.1 费托反应的对我们的启发
大家知道,F-T反应是在铁系或钴系等催化剂的作用下,利用CO、CO2与H2反应,生成能够替代汽油产品的烃类和醇类物质,下面是这个反应的有关反应方程式。
反应有多种条件下的多种反应结果,关键是要用好催化剂和控制好反应条件。
F—T反应方程式:
① 烃类生成反应
CO+2H2——(—CH2—)+H2O △HR(227℃)= —165KJ
② 水气变换反应
CO+H2O——H2+CO2 △HR(227℃)= —39.8KJ
上两反应式的通用的方程式:
2CO+H2O——(—CH2—)+CO2 △HR(227℃)= —204.7KJ
③ 烷烃生成反应
nCO+(2n+1)H2——CnH2n+2+nH2O
2nCO+(n+1)H2——CnH2n+2+nCO
3nCO+(2n+1)H2O——CnH2n+2+(2n+1)CO2
nCO2+(3n+1)H2——CnH2n+2+2nH2O
④ 烯烃生成反应
nCO+2nH2——CnH2n+nH2O
2nCO+nH2——CnH2n+nCO
3nCO+nH2O——CnH2n+2nCO2
nCO2+3nH2——CnH2n+2nH2O
由于操作条件和催化剂配方不同,F—T反应除上述主反应外,还会有下述副反应:
⑤ 甲烷生成反应
CO+3H2——CH4+H2O
2CO2+2H2——CH4+CO2
CO2+4H2——CH4+2H2O
CO的歧化反应(Boudouard反应)
2CO——C+CO2
⑥ 醇类生成反应
nCO+2nH2——CnH2n+1OH+(n-1)H2O
(2n-1)CO+(n+1)H2——CnH2n+1OH+(n-1)CO2
3nCO+(n+1)H2O——CnH2n+1OH+2nCO2
观其F—T反应的反应条件,和甲醇化反应条件相似,反应温度要比甲烷化反应还低一些。这样更有利于串在甲醇化后,也有利于节约能源。
当我们用这种反应来作为精制时,这时的条件是原料气中的H2含量很多(富氢),CO、CO2量较少,传统F—T反应是气体中的CO、CO2量要大很多,因而放热反应强烈。我们将其作为精制来反应,反应热的总量不多,反应器催化剂床的设计相对也较简便。
在选择反应条件上,我们充分考虑精制气体的条件,选择有利于醇类物质生成,选择少烷烃类物质生成的反应条件。
2.2 催化剂的研制为技术的关键
从上述①~⑥组反应式可以看到,如果我们选择的催化剂能多按第⑥反应进行,将会生成多一点醇类产品,这正是我们所需要的。当然第⑤类反应正是典型的甲烷化反应。从反应式也可以看出,只要n大于2,生成的产品将C形成“链”了,这们将会减少H2的消耗。
我们定位催化剂名为醇烃化催化剂——醇化反应为主,少量生成烃类物质,以生产醇类物质和烃类物质来消化掉醇化系统带来的少量CO、CO2。
催化剂研制从2000年开始,选择和优化配方和生产试验,我们已经更新了6次配方。目前的醇烃化催化剂(配方6)生产出来的副产品组分如下:
水 39% ,甲醇 33% ,乙醇 15% ,其它多元醇 13%
由于是液态取样,生成的甲烷及其它常温下挥发的二甲醚类等物质未能分析出来,但主要成份已经可知了。这种催化剂选择反应出来的醇烃化的出口物质大部分为醇类物质。目前催化剂主要是铁系和钴系类催化剂,我们在其中又加入了有关选择性反应物质,目前,我们还在进一步筛选配方,力争副产品可用性能更好一些。
2.3 醇烃化反应的工艺方法
按照上述反应,我们只要将醇烃化催化剂置于甲醇化后,置换掉甲烷化催化剂,就可以将甲醇化串甲烷化工艺(双甲工艺),换成为醇烃化工艺——甲醇化进行净化,醇烃化进行精制。这个工艺的关键得益于醇烃化催化剂!这样可得到由原来的气态副产物(甲烷化反应仅生成CH4的气体副产物)变成液态的副产物(醇烃化反应主要生成常温下呈液态,可分离的醇类物质的烃类物质)。
研究表明,由于醇烃化反应有生成醇类物质的反应功能,因此,甲醇化工序来的微量的甲醇和二甲醚对醇烃化催化剂的活性没有影响。流程设置也可以去掉双甲工艺中必须设置的“净醇”岗位。
典型的醇烃化流程如下:

上述流程前面部分的二级醇化净化和双甲工艺一样,后面醇烃化精制,我们将精制塔内的催化剂换成了醇烃化催化剂,中间省去了净醇岗位。
醇化部分的压力级设置、醇烃化部分的压力级设置,我们在工程实践中进行了各种形式的因地制宜设计,具体按各厂工程的不同情况进行了多样化的配套设计。
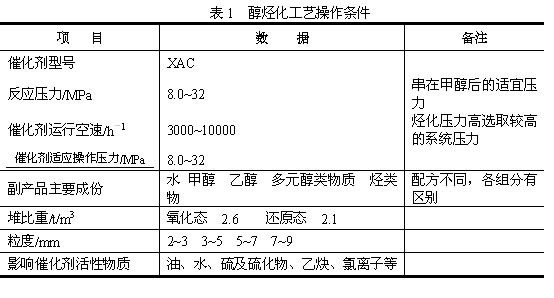
2.4 醇烃化工艺操作条件选优
按目前我们的工程研究及工程配置,醇烃化催化剂和反应器的有关反应条件见表1。
3 醇烃化工艺优于双甲工艺的分析
新的双甲工艺我们命名为醇烃化工艺,也申请并获得了多项国家发明专利。醇烃化工艺诞生以来,短短5年多时间,得到了较好的推广。目前运用醇烃化工艺取代铜洗净化的厂家达29家之多,很多厂均是多次改造、多次重复使用本技术,体现了这个技术的显著优势。
醇烃化工艺和双甲工艺比有下述5大优势。
3.1 甲烷化反应和醇烃化反应物料量的消耗不同
通过上述甲烷化反应典型反应式和醇烃化反应的典型计量方程式,我们设醇化后一定量的CO、CO2指标,分别进行甲烷化反应和醇烃化反应,得到的结果列于表2。
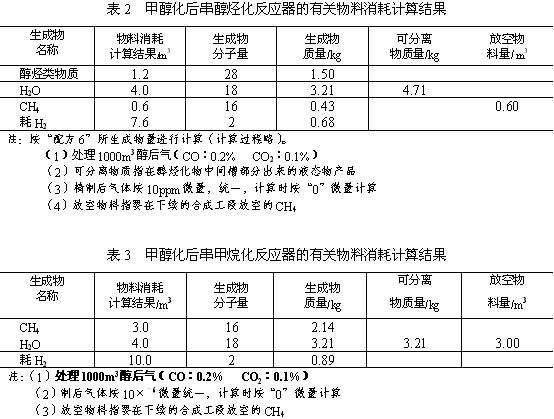
精制1t总氨的醇后气量进入醇烃化工艺与双甲工艺的相比较,可分离物减少31.82%,放空气减少80%,耗H2减少24%。
醇烃化工艺生成的液态副产物是以醇烃和少量烃类为主体的物质,完全可以混入粗醇进入甲醇精馏岗位,回收其中的甲醇,残液可作为燃料。换一种说法,由于醇烃化可回收较多有用的甲醇,同样进入醇烃化的气体中的CO、CO2可相对调高一些,也不会增加消耗,而这样更有利于减少外供热量、提高操作简便性、节约能源消耗。
3.2 醇烃化精制可以省去甲醇化后的净醇工序
由于甲醇蒸汽和二甲醚蒸汽进入甲烷化催化剂时,对甲烷化催化剂的反应活性影响较大,以往的工艺方法是在甲醇化后加一个“净醇”岗位,采用软水喷啉吸收甲醇化岗位未分离掉的甲醇和二甲醚,稀醇水将作为甲醇精馏工段的萃取水。这样就要增加一个“净醇”岗位,增加了投资也增加了甲醇精馏岗位的蒸汽消耗。
而醇烃化精制,由于醇烃化工艺催化剂有产醇的功能,可以不设这个净醇岗位。当然,甲醇及二甲醚蒸汽对氨合成催化剂也有影响,我们将和处理新鲜补充气中的微量水和油的处理方式在氨合成岗位进行处理。这种处理方式,无论采用何种流程,氨合成岗位都设有此工艺。
3.3 醇烃化精制有利于热平衡和反应转化率提高
一般来说,甲烷化反应催化剂活性温度为240~340℃。醇烃化催化剂活性温度在200~250℃。由于醇烃化催化剂的反应温度较甲烷化催化剂反应温度低,从热力学原理上,低反应温度有利于反应效率的提高,换言之,同样条件下,醇烃化出口的精制气微量较之甲烷化精制的出口气微量将要低,热平衡的要求也低一些,外供热量也相对少一些。同理也有利于外供热源的配备。
3.4 醇烃化工艺利于安全和环保
甲烷化催化剂以镍为主组分,在100~150℃时,发生羰基反应:
Ni+4CO=Ni(CO)4(气) 剧毒
在对系统进行检修停车之前,对甲烷化反应器进行降温时,则要进入此温度区,可能生成更多的羰基镍物质,本物质为神经类毒素,蒸汽对人体有很强的毒害作用。对检修和开停车工作要求较高。而醇烃化反应无镍元素存在,不会有羰基镍生成,相对安全环保。
再则,由于醇烃化催化剂中无贵重的镍金属,相对造价也便宜。
3.5 醇烃化工艺可以更多地获得汽油替代品
如果我们将催化剂更加优化,也可以在净化合成氨原料气的同时,按F—T反应,获得人造汽油。这将使工厂获得更大的利益。
综上所述,醇烃化工艺是合成氨的具有革命性的成果,它是安淳公司研究人员不断进取,在自身已经拥有的双甲工艺成果的基础上,不断完善,用一种优质的醇烃化催化剂为替代甲烷化催化剂,并使流程进一步减化,创造出来的利于保护环境、经济效益更高、原料气损失更小的实用成果,是一个自身技术不断完善的技术产物。
4 醇烃化工艺应用于工厂的总结
醇烃化工艺从诞生以来,受到了用户的青睐,从第一套湖南衡阳市氮肥厂使用以来,已经有20多家运用本工艺,收到了显著的经济效益。
醇烃化工艺部分使用典型厂家分析总结如下。
·湖南衡阳市氮肥厂 该厂是以煤为原料的合成氨厂,主产品为尿素,中低低变换、NHD脱碳,12MPa级甲醇化(双φ800反应器),先期采用的为甲醇化串甲烷化的工艺,运行近8年后,随着本厂生产能力的扩大,将甲烷催化剂换成了我公司生产的醇烃化催化剂,利用合成氨退役下来的合成设备,将醇烃化压力设置在30MPa,实现了醇烃化精制工艺。改造后合成氨实际能力8万吨/年,副产甲醇0.8万吨/年。这个厂是最先使用双甲工艺的厂家,也是第一个使用醇烃化工艺的厂家,工艺从1992年7月投产,到目前一直正常运行。于1992年就将铜洗工段拆除至现在,本流程经过了从双甲工艺升级为醇烃化工艺的过程,有16年的工业化生产经验。
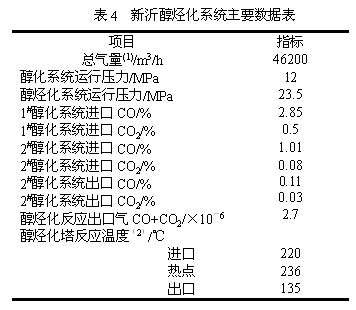
·江苏新沂恒盛化工有限公司 2004年上了一套醇烃化工段,利用旧的退下来的氨合成设备改造成醇烃化工段,两级甲醇化在12.5MPa压力等级下,可串可并可倒, 也可单系统运行,主要依据氨醇比例要求,CO、CO2含量变化,催化剂使用周期来决定采取何种运行方式。该公司醇烃化系统主要运行数据见表4。
新沂恒盛化工有限公司第二系统“1830”工程仍采用醇烃化工艺,本期工程将在热利用,副产品回收等方面作更多的工作。
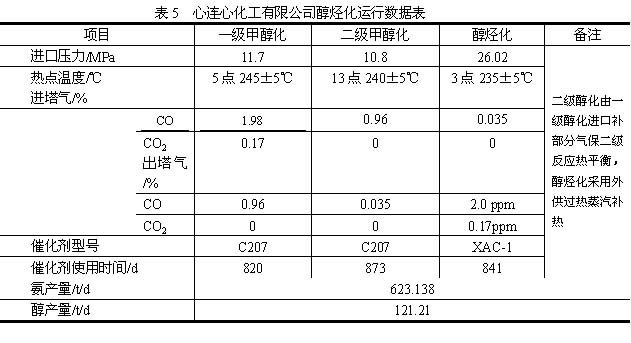
·河南心连心化工有限公司(河南新乡化肥总厂) 2003年投产一套16万吨总氨的醇烃化及氨合成工段,醇化为双级DN1400系统,压力为13MPa,烃化为DN1000系统(利用原DN1000合成系统改造而成)压力级为32MPa,氨合成系统为一套DN1600系统,投用后,系统超设计能力运行,目前每天产醇近200t,产氨450t,醇化系统阻力降~0.6MPa,烃化和合成系统运行压力仅24MPa。新装置上来后,工厂一天比原来多增利20~25万元,取得了很好的经济效益。主要运行数据见表5。
目前心连心公司正在继续采用醇烃化合成气精制工艺和氨合成技术,用来实施23万吨总氨,年产18万吨合成氨、30万吨尿素、5万吨甲醇工程项目,目前正在进行系统升温工作,全系统将于2006年9月全线开车完成。
·山西天脊集团晋城化工股份有限公司 新建一套22万吨合成氨装置,安淳公司做了醇烃化及氨合成联合工段的设计、供应设备等工作。于2003年9月全部开车,一次成功。醇化塔为两级DN2000塔,烃化塔为DN1800塔,氨合成塔为一套DN1400、一套DN1600。醇烃化系统的压力级为13MPa,氨合成系统的压力为32MPa.。该公司运行工艺指标见本期刊登的“醇烃化工艺在我公司生产运行总结”一文P (编者注)。
·山东德齐龙化工有限公司 德齐龙化有限公司由一个仅只有30 kt左右的小厂,发展到目前近1000 kt氨醇能力的合成氨大型企业。该厂特别注重技术改造,几乎全部运用了我国合成氨的先进技术。
目前3套“1830”工程均运用了安淳公司的醇烃化及氨合成技术,引进了安淳公司的水管式低压甲醇合成技术两套,低压甲醇的总单醇能力达300 kt/a。
第一和第二套醇烃化工程已经顺利开车,为该厂的企业经济效益的提高起到了十分重要的作用。采用DN1600醇化系统串DN1400醇烃化塔,醇烃化系统为等压力运行,均为12.5MPa,与DN1800氨合成系统组成一套联合工段。第一期醇烃化工程用电炉补充醇烃化不平衡热,第二和第三期工程用过热蒸汽补热。运行情况如下。
甲醇化部分
1、气体成份和产量:入系统气体中CO 3.0% 甲醇产量62~65 t/d
2、催化层温度: 零米200℃ 各段进口220℃ 各段出口<240℃
3、塔压差0.25MPa
醇烃化部分
1、气体成份:系统进口 CO不到0.02% CO2 0.01% 系统出口 CO+CO2 2×10-6
2、催化层温度:240℃±3℃
3、塔压差:0.1MPa
目前一套醇烃化系统串一套DN1800氨合成系统,每天生产合成氨680t,甲醇产量150t。
·江苏淮安华尔润化工有限公司 华尔润集团是一个大型玻璃制造企业,每年需要大量纯碱,原来从北方的大连、天津采购,因为交通运输远、成本高,2002年决定收购淮安一家氮肥厂和淮安井盐,将原生产尿素氮肥厂改造为生产以联合制碱法的联碱合成氨厂,其中原料气精制和氨合成采用安淳公司的醇烃化工艺及ⅢJDφ1400合成工艺,2004年合成氨及醇烃化工艺建成投产,同年纯碱部分建成投产,成为我国第一家采用醇烃工艺精制原料气的联碱厂。目前,全系统开2台6 M 32(180m3/min)、2台4 M 20(73m3/min)、4台H12(57m3/min),共8台734m3/min,氨合成系统补充气流量44000m3/h,日产氨394t,粗甲醇8t,醇化压力12MPa,氨合成压力22.5MPa。
安淳公司目前正在为10多个厂家进行醇烃化及双甲工艺的工程设计,有各种不同的流程设置及装置能力设置。
5 醇烃化运行过程关于“结蜡”问题的分析
F—T反应,在一定条件下是会有高分子类物质的生成,所谓结蜡,即CO、CO2和H2反应时,在一定的反应条件和催化剂条件下,生成的产物中C量高,形成了高分子物质或脂类物质。
采用F-T反应,乃至传统的甲醇反应,这个结蜡的问题是不可回避的。上面分析的反应式也可以看出,使用含有铜、稀土的铁铜系催化剂,有CO、CO2与H2生成甲醇、乙醇等C1~C3多元醇的反应,也有生成C3~C7碳氢化物,在一定条件下,也可能生成高碳烃,即石蜡。
醇烃化反应,由于催化剂的选择性加强,在操作条件正常的条件下,由水冷后排出的液体是清澈液态,分析其成份是没有石蜡等物质生成的。20多个运行醇烃化工艺的厂家只有两家发生了这样的问题,均是短期的问题,处理后就没有出现过同类问题,可见所谓结蜡的问题,完全是可以控制的。
河南心连心化工有限公司醇烃化的结蜡事件 心连心化工在第一套150 kt/a醇烃化工程中,DN1000系统的醇烃化催化剂由于还原未达到要求,开车后,催化剂转化率较差,经过近半个月运行,就造成水醇烃化系统水冷器、氨冷器、氨合成的冷交等部分压差上升,停车后检修,发现有大量的块状蜡生成堵塞了管道,经分析确定为催化剂还原不彻底所致。我们进行再次对催化剂进行补充还原,经第二次还原,催化剂又出了近1t水。开车后,再也没有出现结蜡的现象,目前已经安全运行了三年多,该公司第二套更大的系统——230 kt系统也同样毫不犹豫地采用醇烃化精制技术。
天脊集团晋城化工有限公司结蜡事件 该厂开用醇烃化后情况一直很好,运行一年零八个月之后,粗醇槽内漂浮有蜡状物,醇烃物分离系统阻力也有所增加,查找原因,正是这段时期,系统负荷加重,前工段变换催化剂已到中后期,短期内CO含量较高,加之操作温度波动很大,促成了C15~C20烃类化合物生成,积累在设备中,造成系统阻力增大。因为C15~C20在50~60℃,用蒸汽很容易吹除,后来在水分离器后增设了二级分离装置,使烷烃类化合物进一步分离,因为在CO、CO2较高,温度在160~190℃或高于280℃的反应条件下,特别容易生成石蜡,工厂加强了操作管理,严格控制反应温度,使温度不低于160~190℃时或高于300℃。在升降温度时,快速通过160~190℃温度区间,高碳烃化物大大减少,结蜡现象也基本解决。到目前为止,没有出现了这种情况了。
通过上述事件处理和分析,我们认为完全可以通过操作条件和流程及设备保证达到不结蜡的目的,并且。随着技术工作的深入和认识水平的提高,我们也可以有意识地控制生成物,目前,我们有的工厂生产的醇烃化副产物就被有关有机化工厂购买,将产品的用途更加进一步开发,这也是我们下一部工作的方向。
6 结束语
双甲工艺及醇烃化工艺均是我国首先提出、首先工业化成功的一项先进工艺,它是合成氨生产技术一项重大革新。它有两大功能:一是将合成气中CO+CO2脱除到(5~10)×10-6以下,二是联产甲醇。在甲醇需求旺盛情况下,可提高CO含量,多产甲醇,反之可少产甲醇,其醇氨比可由1∶1到1∶20之间调节。
湖南安淳公司作为双甲工艺和醇烃化工艺的技术和专利持有者,成功地将双甲工艺升级为醇烃化工艺,目前全国醇烃化工艺的推广用户达29家之多,加之原来的双甲工艺推广厂家,本工艺达全国近五十多大套,安淳人正在大面积在全国的合成氨行业内进行技术推广。目前正在进行更深入地进行催化剂研究、进行工艺多适应性研究,相信通过大家共同的努力,将会使醇烃化技术更加发挥节能作用。
