



合成氨原料气双甲净化精制工艺(简称双甲工艺或醇烷化工艺)为我国自主知识产权的发明技术,是湖南安淳高新技术有限公司有关技术人员经过近20年不懈努力创造的技术。从1992年第1套工业化装置在湖南衡阳氮肥厂投运至今,安淳人多次在技术的工业化适用性、工艺配套的节能性、工程设计的可行性及工艺优化等方面进行了大量的工作,经过几次大的技术提升及完善性的技术改造,创造了多种适应于不同生产类型、不同生产企业和不同生产条件的工业配套模式,极大地丰富了该技术的可适用性,节约了技术受让企业的工程投资,创造了更大的经济效益、社会效益及环保效益。到目前为止,双甲工艺及其提升技术――醇烃化工艺已在全国中、小合成氨企业推广40余家,投用的各企业均有其工程设计及技术实施方法的独特性,特撰文加以总结。
1 双甲(或醇烃化)工艺的基本原理
1.1基本反应原理
双甲工艺首先以甲醇化反应来脱除脱碳后工艺气中的CO和CO2(体积分数0.03%~0.30%),再以甲烷化反应将此气体中的(CO+CO2)体积分数降至<15×10-6,完成对合成氨原料气的净化精制。
甲醇化反应反应主要以 CO,CO2与H2合成反应生成甲醇产品,并去除了原料气中一定量的CO和CO2,这是双甲工艺的第1步净化反应的功能。受单程转化率的限制,当反应器进口的未反应气中的CO和CO2含量达到一定量时,要开循环机来提高醇的产率或降低反应气出口气中的(CO+CO2)的含量。
(2)甲烷化反应
甲烷化反应反应同样以CO,CO2和H2为原料,生成CH4,主要目的是精制合成氨原料气。为了减少循环气的放空量,尽量要求进入甲烷化中的(CO+CO2)少,这也是双甲工艺中比较注重的工程技术问题。
1.1.1 甲基化反应工艺
如果按市场要求生产甲醇外的其它产品,则可以在同样的工艺条件下,在甲醇化反应器中装填生产二甲醚类产品的催化剂,称之为甲基化。甲基化主要反应方程式有:
CO+2H2=CH3OH
2CH3OH=CH3OCH3+H2O
H2O+CO=CO2+H2
总反应式为:3CO+3H2=CH3OCH3+CO2
1.1.2 醇烃化反应工艺
醇烃化反应是为了降低原料气中H2的耗量。因甲烷化反应的生成物全部为CH4,必须在合成工段放空,增加了合成工段的气耗和电耗。安淳公司开发了一种催化剂取代甲烷化催化剂对工艺气体进行精制,此工艺称为醇烃化精制工艺。反应是在单催化剂床层的精制反应器内完成,气体中大部分的(CO+CO2)与H2进行醇化反应,少量进行烃化反应,生成多元醇类、极少量烃类和水的混合物,并以液态副产品输出,使合成工段循环气放空量基本不增加。输出的副产品可进入甲醇精馏工段回收多元醇类产品,再与甲醇精馏后的残液一起作燃料使用。当然,也可直接将醇烃化液作燃料使用。醇烃化反应主要方程式为:
CO+2H2=CH3OH(醇化反应)
CO2+3H2=CH3OH+H2O(醇化反应)
(2n+1)H2+nCO→CnH(2n+2)+nH2O
2nH2+nCO→CnH2n+nH2O
2nH2+nCO→CnH(2n+2)O+(n-1)H2O
(3n+1)H2+nCO2→CnH(2n+2)+2nH2O
从上述各种反应可知,原料气不但可以按新的净化精制方式进行处理,而且还可以通过加入不同的催化剂来调节产品品种和副产物生成量,同时也调节了原料气中有效气体的消耗量。
由于碳原子在分子中以多碳结构存在,也就是说碳原子形成了“链”,这样的分子结构形态就可以减少H2的耗量。
通过优化改进醇烃化催化剂的配方,目前通过醇烃化精制生产出的副产物主要成分质量分数为:水39%、甲醇33%、乙醇15%、其它多元醇13%。
由于是液态取样,生成的甲烷及其它常温下挥发的二甲醚类等物质未检出。由于醇烃化产品大部分为醇类物质,完全可以作为清洁燃料使用。
1.2 双甲工艺在合成氨工艺中的设置及流程
1.2.1 双甲工艺的基本原则流程
来自造气工段的半水煤气经气柜后进行粗脱硫(使H2S质量浓度<0.07 g/m3,标态=,然后加压进入中变;出中变的气体中CO体积分数控制在1.5%~5.0%(具体量视产醇量的多少,即按特定的氨醇比,依物料需要量决定),经脱碳后使CO2体积分数降至0.2%~0.5%,再用无硫氨水进行二次脱硫,将H2S体积分数脱除至100×10-6以下;再进行精脱硫,使气体中的总硫体积分数降至0.1×10-6;气体入高压机压缩(压力的配置与甲醇产量有关,原则上甲醇产量高时取较低的生产压力;以净化为目的时,为了得到较高的转化率和较好的热利用率,压力可取得高些),然后与反应后的高温醇后气进行换热,温度为200℃时进入甲醇化塔;出甲醇化塔的气体与新鲜气换热,再水冷至40℃左右进入醇分,经醇分后的气体中(CO+CO2)体积分数达到0.03%~0.30%。这里有多种方式进入下一步精制岗位:①以这个压力等级直接进行醇烃化或甲烷化反应,再经高压机加压后送入氨合成工段;②将气体送入高压机加压至与氨合成相等压力后再进入甲烷化系统(或醇烃化系统)反应。总体来说可达到反应后的原料气中(CO+CO2)体积分数≤10×10-6,气体再经换热、冷却、分离水分后送往氨合成系统。从氨合成系统中排出的吹除气及液氨贮罐排出的弛放气经脱氨后去氢回收装置(真空纤维膜或变压吸附),回收的H2返回合成氨系统,剩余的气体则排空。如果采用醇烃化精制工艺,在醇烃化工序的水分离器中分离出的醇类和烃类混合物可直接进入甲醇精馏工序或直接作为燃料使用。
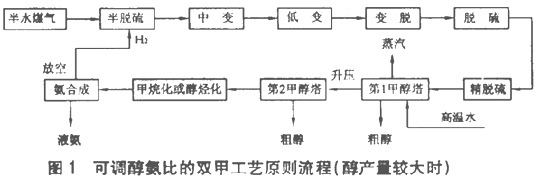
1.2.2 醇产量要求高时(醇氨比大)的原则流程
双甲工艺的目的是以净化精制原料气为主,副产甲醇为辅。但随着市场变化,产品需求量也在变化,产品结构必须随时调整。即要求醇氨比可进行大幅度调节,在甲醇市场销售情况好时,醇氨比要求达到1∶3或更高的指标,此时产醇和精制原料气成为双甲工艺的双重任务。
在这种条件下,流程安排原则上是设置2台甲醇塔,第1甲醇塔的作用是产醇(尽量放在低压级),第2甲醇塔的目的是净化(可设置在高一点的压力等级)。经过第2甲醇塔后,气体中的(CO+CO2)体积分数≤0.3%(在该指标下新鲜气消耗不多,又可提高热利用率,且操作便捷)。第1级甲醇化的操作压力可以采用3.0 MPa或 8.0MPa,第2级甲醇化及甲烷化、氨合成操作压力采用12~32MPa,其原则流程见图1。
当联产甲醇的任务较重、醇氨比很大时,原料气全部通过2台塔,其中第1甲醇塔设置部分气体循环,气体中80%的CO与CO2转化为甲醇,当然也可以甲基化生产二甲醚或其它产品;第2甲醇塔转化剩余的CO和CO2,塔出口的(CO+CO2)体积分数≤0.3%。
如果甲醇市场需求疲软,双甲工艺则以净化精制为主,甲醇为副产品,要求尽量减少产量。在实践中,有的企业将醇氨比降至1∶10甚至1∶20,此情况下可只用1台甲醇塔来完成净化,运行中可不启用循环机,第2甲醇塔作为备用塔,同样能控制入甲烷化炉的(CO+CO2)体积分数≤0.3%。
此流程的优点是:在低压下合成甲醇,占整个原料气6%~10%的气体(CO,CO2和生成甲醇需要的H2)无需加压至更高压力,大大节省了电能;在3.0~8.0MPa下甲醇化,可利用甲醇化反应热副产3.9MPa蒸汽(吨醇副产1.2~1.5t蒸汽),此蒸汽经过热后可作为动力使用,背压后的蒸汽仍可作为工艺用汽,且由于用饱和水来调节甲醇化塔的催化剂层温度,此压力下的水温正是甲醇催化剂最佳活性操作温度,使用效率最高,温度调节也十分方便可靠;由于采用了甲烷化与氨合成等压下反应,可免除工艺气再次压缩而被污染的缺陷,也可以较方便地利用氨合成反应热,维持低成分下[(CO+CO2)体积分数≤0.3%]甲烷化反应温度。
2 几种典型的双甲(或醇烃化)工艺的工程设计模式
2.1 不同压力等级组合的设计模式
2.1.1 等压双甲净化工艺设计模式
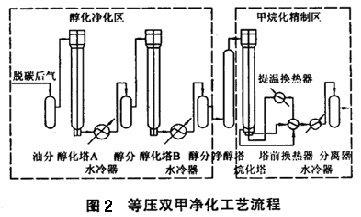
1992年第1套双甲工艺在湖南衡阳氮肥厂投产,但因国内的常温精脱硫技术尚未实现工业化,采用了在甲醇化塔催化剂的上部设置高温氧化锌精脱硫剂的方式进行精脱硫。由于当时甲醇销售情况较好,安淳公司在工程设计中采用了双塔可串联可并联运行的甲醇化工序设计方式,生产中将变换出口气中的CO体积分数提高至5%以上,得到了甲醇产量较高、甲烷化精制效果也好的效果。后再经优化设计,湖南郴州地区桥口氮肥厂、山西丰喜集团临猗分公司、湖南湘阴氮肥厂、吉林梅河口化肥厂等企业都采用了这种在12.5~15.0MPa等压力级条件下的双甲工艺模式。
本流程比较适合于已有该压力等级联醇岗位的企业、由铜洗改造成双甲工艺的企业(即在压缩机五出或六出由原来进入铜洗工段的管道上接双甲工艺),也适合于以净化精制合成氨原料气为主的企业。目前铜系甲醇催化剂已经能在此压力下获得很高的转化率,可认为即使再提高压力也不会使甲醇化的转化率大幅提高。基于此,对于以净化为目的而设双甲工艺的企业,首先推荐这种模式来完成工程设计,如山西晋丰集团高平化肥厂、山西晋丰集团闻喜化肥厂、江苏华尔润化工有限公司、山东德齐龙化工有限公司等企业均采用了这种配置方式。
这种配置工艺的最大优点是:甲醇化后的气体不要经过压缩,减少了被压缩油污染的气体对甲烷化或醇烃化催化剂的影响;双甲系统设在同一个压力等级,便于两工序循环机的共用,也便于操作管理;可以利用甲醇化的反应热来加热醇烃化或甲烷化的入炉气体;可以利用原铜洗的高压设备来改作甲烷化或醇烃化设备。
值得注意的是,由于甲醇和二甲醚等会影响甲烷化催化剂的反应活性,如采用甲烷化反应进行精制(醇烷化工艺),则必须要考虑在甲醇化后设置洗醇岗位,以软水来洗净尾气中的微量甲醇和二甲醚,达到保护甲烷化催化剂之目的。
这种配置的典型流程见图2。
2.1.2 与氨合成系统等压的双甲净化工艺设计模式
当有部分高压设备可供利用,而双甲工艺又是以净化为目的时,也可考虑将双甲工段与氨合成压力等压的流程进行系统设计。
这种方式特别适合于氨合成系统改造和净化精制改造一起进行的工程。例如2001年邯钢集团化肥厂进行φ1600mm氨合成系统改造,原氨合成系统有很多设备可供利用,为此设计了1套醇化和甲烷化均为32MPa的双甲净化精制系统。该装置已运行近6年,目前运行状况良好。以后又相继有部分企业也采用本设计方式进行了系统配套。
这种设计方式的优点是:可利用原氨合成的旧设备,以提高催化剂的利用率和甲醇化的生产能力;在高压下运行,催化剂使用空速可适当提高,系统热利用率也高,热损失相对也较小,还可以提高反应速率;经过双甲工艺后的气体无需压缩机增压,减少了气体被压缩机油污染的机会,更大程度地保护了氨合成催化剂。其缺点是:当产醇量较高时,将会使制醇气体压缩功耗增加(经计算,生产1 t甲醇的原料气由12.5 MPa压缩至 26.0MPa,压缩机将增加电耗53kW・h);提高醇化反应压力并不能较大幅度地提高甲醇化的转化率,也就是说,10MPa以上的甲醇化反应,利用目前铜系催化剂,转化率提高相当有限,相反还会增加副反应,使甲醇产品质量受到影响。
本工艺的基本流程与图3相同。
2.1.3 在12.5~32.0MPa下的等压醇烃化净化精制工艺
按上述2.1.1和2.1.2的配置方式设计的双甲系统,同样适用于醇烃化工艺。在2000年以后,为了提高双甲工艺的技术水平、降低能耗、提高气体利用率,又开发了醇烃化工艺。工艺先期是采用醇化后串烃化的方法,烃化反应主要采用烃化催化剂来实现。由于烃化反应选择性强、要求温度控制在一定的范围,为了更有其工程可行性或实用性,后期又开发了更加方便的甲醇化再串醇烃化的工艺方式。也就是说,在原来装甲烷化催化剂的反应炉内,换装上醇烃化催化剂(同时完成醇化和部分烃化反应,故称之为醇烃化),既达到了尽量多产醇类产品的目的,又使深度精制满足合成气的要求。
醇烃化技术是安淳公司自身技术不断完善的产物,是双甲工艺的提升技术。其基本原理是利用甲醇工序对合成氨原料气进行醇化反应并副产甲醇产品,同时对气体中的CO和CO2进行初步脱除,再利用醇烃化工序的醇烃化反应(原来为甲烷化工序)进行合成氨原料气的进一步精制,并副产醇类和烃类混合物。工艺的第1步是将CO和CO2转化成CH3OH,使(CO+CO2)体积分数下降至0.03%~0.30%;第2步是将少量的 CO和CO2在醇烃化反应器内转化为低碳烃类物、低碳醇类物、甲醇和少量甲烷,最后使精制气中的(CO+CO2)体积分数低于10×10-6再进入氨的合成岗位。这种工程设计可取消醇化后的净醇处理工作,简化了流程,降低了消耗。
安淳公司在山东德齐龙化工有限公司两套“18・30”工程、天脊集团晋城化工公司等企业均采用了这样的设计方式,其流程见图3。

2.1.4 不等压的双甲(或醇烃化)工艺设计模式
(1)如前所述,醇化工序、甲烷化(或醇烃化)工序可以设置在同一个压力级下,也可以按企业实际情况设置在不同压力下操作。采用该设计模式,已为多家企业的醇烃化工艺进行了设计或改造,均收到了很好的效果。
(2)另一种方式是将一级和二级甲醇化反应放在同一个压力级,将甲烷化(或醇烃化)设置在另一个压力级。流程中只有一个区别,即采用甲烷化进行精制时,必须在甲醇化后设置醇洗工序。由于甲醇化后的气体要再次进入压缩工序,必须进行除油处理以保证醇烃化或甲烷化催化剂的安全。典型流程见图4。
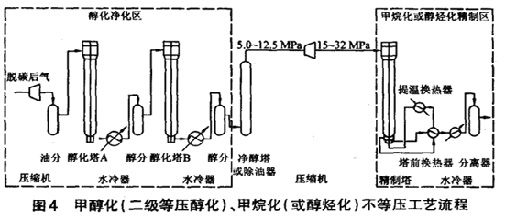
图5所示流程的优点是两级甲醇化均在同一压力等级下进行反应,这对已有联醇及联醇设备的企业改造成双甲工艺时,工程量相对较小。
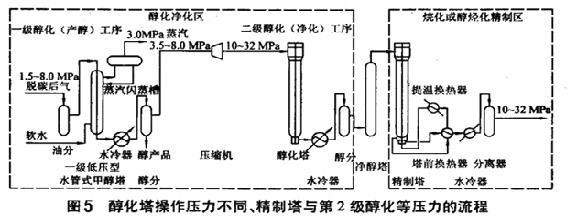
该流程可获得较高的甲醇产量,二级甲醇化的(CO+CO2)的转化率也可以达到很大[第2级甲醇化后的(CO+CO2)体积分数可以达到 0.03%)],且可共用循环机。2台甲醇化塔可串可并,也可以一塔操作而另一塔更换催化剂和升温还原。当甲醇产量较低时,可只投运1台塔,另一台塔作为备用,且调配十分方便。这样就可保证将催化剂活性较好的塔设置在第2级,保证了对原料气的深度净化的要求。
甲烷化或醇烃化如果设在更高的压力等级,则可使用旧的氨合成系统设备,这将减少甲烷化催化剂或醇烃化催化剂的用量,并可提高精制度,也有利于从合成岗位取热用于甲烷化炉或醇烃化炉。该流程的缺点是流程相对较长,在甲醇化和甲烷化中要设置除油或净醇工序,而且压力等级的不同也会给生产管理及其操作带来一定的不便。
(3)图5是最近在山东德齐龙化工有限公司研制投用成功的一种全新的流程,其优点是产醇量很大,吨醇可副产高品位蒸汽(3.9 MPa)1.2~1.5t,只要将产生的蒸汽在其它岗位进行过热后,就可以进行差压发电,发电后的背压蒸汽还可作为工艺用汽。
由于第1级甲醇化在低压下完成,可降低压缩功耗,这非常符合安淳公司提出的产醇在低压下进行、净化精制在高压下进行的工艺理念。
该流程的另一个优点是第1级甲醇化塔产醇量无论多大,因是采用3.9 MPa的饱和水来调节催化剂床层的温度,比传统的气气换热反应器调温方便、操作安全性强。但这种流程不太适合于产醇量较小的企业,其原因是第1级甲醇化塔投资较大,流程也较长。
当然,也可以将第1级甲醇化塔设为普通的气气换热方式的反应器,虽然回收的蒸汽量较少、蒸汽品位较低(0.2 MPa左右),但却比较适合于已有该压力等级联醇系统的企业,操作也有相当成熟的经验。但从反应机理来看,不主张大量生产甲醇的塔采用冷激式降温,这对热回收、降低循环量、保护甲醇催化剂和提高产品质量等方面均没有好处。
2.1.5 不同压力级配置的双甲工程设计小结
10多年来,安淳公司为用户设计了40多套净化精制工艺,运用了各工序的多种压力级配置的设计方式。这些设计方法是完全按照使用企业的具体情况而定,最主要是运用了双甲工艺的专利技术核心内容――甲醇化后串甲烷化(或串醇烃化)净化精制合成氨原料气。至于各工序压力级的配置,关键是要使反应器和催化剂发挥最大效益,要使系统能力达最大化、安全化,要使系统流程最为简化,最终达到综合效益最好。
2.2 双甲工艺不同产出物的工程设计方式
双甲工艺有2~3台反应器,原料CO,CO2与 H2在每台反应器内发生催化反应,控制不同的反应条件和相应的催化剂,在理论上可以得到多种有机化合物。
目前最为成熟的方式可以得到甲醇和二甲醚及甲烷或多元醇烃类物质,如果进一步研究也可以得到汽油的替代物。安淳公司在双甲工艺中采用了不同的催化剂,也创造了几种产品生成物的设计方式。
2.2.1 生产醇醚燃料
1996年在湖南湘阴氮肥厂的双甲工艺改造中,在甲醇化炉内装填安淳公司研制的醇醚催化剂,生产出的醇醚混合物作为民用醇醚燃料进行推广,取得了可喜的成果,也为一步法合成二甲醚进行了前瞻性的工作,目前正在进行一步法生产二甲醚的深入研究工作。如果再采用相配套的精馏方式,可以同时得到甲醇和二甲醚两种产品。这种工艺为甲醇生产企业生产二甲醚提供了经验,也为利用本系统流程生产其它碳一化工产品提供了经验。工艺流程见图6。

这种配置方式的优点是为小型化肥企业,特别是碳铵企业,在肥料销售淡季可向市场提供甲醇或醇醚产品,提高了企业的效益,也为双甲工艺走向多元化产品之路提供了条件。
2.2.2 优质燃料
与图4流程一样,如果将甲烷化内的催化剂换成醇烃化催化剂,或将其催化剂配方优化,或生产出多元醇产品的优质燃料,再通过精馏可得到甲醇产品。也就是说,甲烷化精制生成的副产物为气态的甲烷,其只能随气体进入氨合成工段以放空的形式排放;而醇烃化精制生产的副产品绝大部分为液态的多元醇类产品,可用以代替液化气作为燃料出售,因而具有更高的经济和环保效益。
该产物也可作为燃料进入锅炉或造气系统,也可以送入甲醇精馏系统,经回收其中的甲醇后,其余物质随甲醇精馏的残液送入锅炉或造气系统。
如果对醇烃化催化剂再作进一步研究,使生成物向人造汽油方向转化,将会有更大的使用效益和十分可观的经济利益,当然这种研究的成功将有待时日。
从环保的角度来说,甲烷化工艺生成的甲烷不能向大气排放,醇烃化产生的物质也绝对不能外排,两者均以燃料的形式进入系统燃烧,提供热量供工艺系统用,这也是很简便的处理方式。
这种工艺改进的方式直接带来了原料气中 H2消耗量比同样条件下甲烷化反应下降近24%,也使合成放空量减少80%。
2.3 采用不同醇氨比设计的双甲工艺
安淳公司在20世纪90年代初期已申请了可调醇氨比的双甲工艺的技术发明专利技术,其核心内容是运用了双级甲醇系统的工程设计方式,第1级甲醇系统着眼于多产甲醇,第2级甲醇系统立足于对原料气进行深度净化。这样,整个工序运行可以十分安全地应付甲醇产量的变化或气量的变化,在催化剂投用初期、中期和末期均能十分方便地调节系统,达到系统始终处于高效节能的运行状态。
在工程实践中,有的企业醇氨比达到了1∶2(湖南衡阳市氮肥厂、山东德齐龙化工有限公司)或更高,而以净化为目的的企业只有1∶20(山东德齐龙化工有限公司、邯钢集团化肥厂、河南心连心化工有限公司等),系统运行均十分安全可靠,进入烷化或醇烃化的气体中的(CO+CO2)体积分数小于0.3%,最低的可达到0.03%。当然,甲烷化或醇烃化的外供热也相应有所增加。
实践证明,由于双甲工艺集净化、精制原料气和生产甲醇、二甲醚等类甲基产品或双甲燃料产品于一身,本身也是一个十分重要的、工艺中不可或缺的岗位,必须能长周期运行,催化剂的更换只能在有计划性的检修条件下进行。采用双级甲醇化的工程理念是建立在要十分安全地运行双甲工艺的基础条件上,这也在近20年来的双甲工艺运行实践中得到了证实。
2.4 精制工序不同外供热的设计方式
通过对醇化串醇烃化或甲烷化各反应器的热量衡算及工程实践证明,采用甲烷化反应方式作为精制时,要达到甲烷化炉内的反应热量平衡,通常的控制指标是使进入甲烷化炉内的(CO+CO2)体积分数>0.7%,进入醇烃化炉的(CO+CO2)体积分数>0.5%(因醇烃化反应比甲烷化反应温度低)。如果采用这样的成分入甲烷化炉,将会有较多的CH4生成,也会增加原料气中 H2的消耗量,造成合成工段放空量增加。如果进入醇烃化工段,也会使副产的多元醇类产品增加,造成精馏负荷增加。因此在工程上要尽量降低这个指标,使有效气体尽量多生产甲醇类产品。
一般是将进入醇烃化或甲烷化的(CO+CO2)体积分数定为0.03%~0.30%,这样势必在精制工段要采用外供部分热量来保证反应器正常运行。当然,如果生产的是人造汽油或民用燃料时,则要求产品产量愈高愈好,此时工艺将会有较大的调整。
以年产100kt氨副产31.3kt粗醇为例,变换气中CO体积分数为4.31%,原料气中CO体积分数为5.95%,CO2体积分数为0.31%,醇后气中 CO及CO2体积分数与补充热量(以电功率计算)的关系见表1。
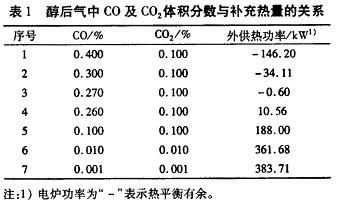
由表1看出,不计热损失,也不考虑有水冷器部分的热量损失的条件下,只考虑反应平衡,在(CO+CO2)体积分数为0.37%时(序号3)无需外供热,但(CO+CO2)体积分数下降至0.36%时(序号4)需外供热10.56kW;(CO+CO2)体积分数降至0.2%时,外供热增加至188.00 kW,即(CO+CO2)体积分数下降了44%,外供热增加 16.8倍;随着(CO+CO2)体积分数的降低,外供热随之也增加,直至(CO+CO2)体积分数为 0.002%时,外供热(电)达到383.71 kW。
一般来说,要维持低组分下的反应热平衡,要尽量降低进入水冷器的气体温度,并提高催化剂活性(提高转化率),更不能启用循环机(否则会使系统的热损失更大)。当然,实际工程中要考虑多种因素,因而要留有充分的余量来设计系统。在双甲工艺的工程设计中,可采用多种方式向系统补热。
(1)用发电蒸汽取热的方式
该方式是采用蒸汽加热器加热甲烷化塔或醇烃化塔进口气体,过热蒸汽温度在260℃以上,将醇烃化塔进口气体的温度由190~200℃加热至 210~220℃(采用甲烷化精制时,温度至少要再提高20℃以上)。河南心连心化工有限公司、湖南岳阳天润化工有限公司等企业均采用这种方式来补充热量,系统采用原合成系统的旧废热锅炉来实现本工艺,加热流程见图7。
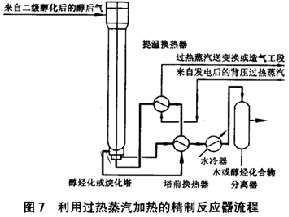
该流程的优点是:间接加热气体,无需设置内外均是耐高温和能承受高压的气气换热器;安全可靠;可以利用旧的合成塔废锅。该方式必须有过热蒸汽的来源,换热过程是取蒸汽的显热,没有一定的蒸汽流量也不会使加热过程顺利。
(2)利用变换系统的热量
当变换为中变串低变流程时,可利用中温变换炉出口310~400℃的反应出口气,利用传热介质来间接加热甲烷化塔或醇烃化塔的进口气体。该流程可在变换炉出口设1个U形管换热器,管外走变换气,管内走传热介质;同时在醇烃化塔或甲烷化塔的进口设1个U形管换热器,管内走高压入口气,管外走传热介质,利用传热介质的流量来调节加热入炉气。
这种流程相对简单,不是用气气直接换热的高温高压换热器来加热,从而减少了因换热器泄漏造成氨合成塔内催化剂中毒的可能性。但该流程必须与中温变换相配套,如果采用全低变工艺,因反应气温度与甲醇化和甲烷化反应温度相近,无法用此方法来换热。
(3)利用合成工段的出口气热量
该加热方式在1996年就已提出,也进行过详细的流程考虑,其流程如图8所示。这种取热方式的优点是可以长期利用合成系统的高温反应热,只要换热器设计合理、系统开停车安全性及各管线和阀门用材料考虑周到,基本上是可以稳定运行的。
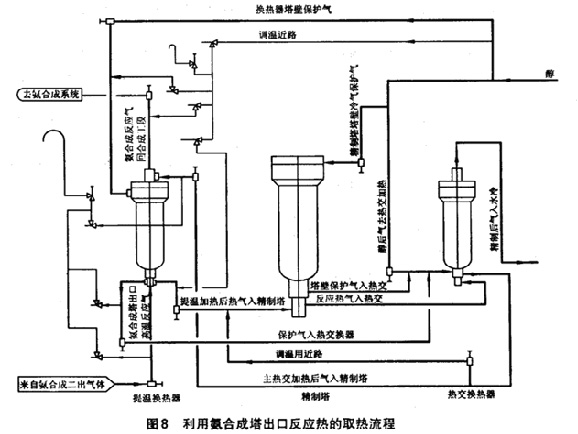
但该流程很复杂,需要增加1台抗氢腐蚀且能耐高压的设备于合成塔二出入废热锅炉的管线中,采用气气直接换热的方式,为了使内件压差不至于太大而造成内件设计更为困难,最好是将合成与精制压力设置在同一个压力等级;由于需要使用抗氢蚀、耐高温的特种管材,为了减少此特种材料的用量,要求氨合成系统与净化精制系统位置相距不远;该流程中有多个相关联的换热器,具体是合成系统的塔外换热器、精制部分的塔外换热器及跨工序的提温换热器,假若提温换热器在苛刻的条件下运行一旦发生泄漏,造成未精制的(CO+CO2)体积分数在0.03%~0.30%的原料气进入氨合成工段,会导致氨合成催化剂中毒,且氨合成系统热交换器的热负荷和醇化部分塔外换热器的热负荷也会相应变化。基于上述原因,限制了其使用范围,安淳公司更多的是考虑用其它方式来取热用于精制塔。
同样是在合成塔部分取热,安淳公司也研发了一种间接换热方式,即将耐热介质加热后,再通过另外的间接加热器将热量传递给精制塔进口气体。这种取热方式已在河南晋开醇烃化工程、贵州开磷集团剑江化肥有限公司的醇烃化工程中被采用。
(4)从造气工段、锅炉工段取高温热
在合成氨企业,只要有温度稳定在300℃以上的热源就可以用来加热精制塔进口气体。在造气工段的吹风气回收锅炉内或在锅炉工段的省煤器前设1台加热器,用间接换热的办法,同样利用传热介质来加热精制塔入口气。但设备设计可靠性研究及工段取热的方便性将要视为工程设计的重点,取热方式将视企业的具体情况因地制宜选择。
(5)适当控制精制塔入口气体成分,采用电炉直接加热
通过表1可知,当气体中的(CO+CO2)含量达到一定值时,可使外供热量减少或无需外供热。但为了降低H2的消耗,尽量要使进入精制塔内气体中的(CO+CO2)量低一些,这就存在一个优化操作控制的问题。
安淳公司不主张将这个指标降得过低,一般进入精制塔的(CO+CO2)体积分数约0.3%就可以了,这样所需外加热量不多,操作也方便。
由表2可以发现,在(CO+CO2)体积分数为 0.3%左右时,气体消耗量增加并不很大。综合表 1、表2数据分析,只要控制热量损失小、进水冷器的温度控制得低一些,也有可能达到系统的热量平衡。
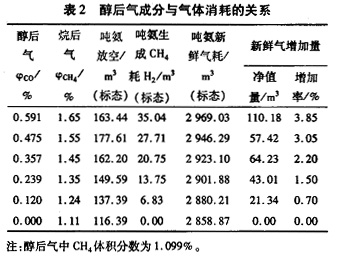
由安淳公司设计并正在使用的双甲工艺系统中,很多企业都采用这种带电炉的操作法,只要控制得法,也达到了安全高效的运行效果。一般每吨总氨的补充热量均小于10 kW・h(仅几元钱),也不存在与其它工序相互影响的问题,更不会破坏其它工段的热平衡。
第1套双甲工艺在湖南衡阳氮肥厂投产至今已经成功运行了15年,先期为醇烷化工艺,后改成醇烃化工艺,一直采用外供电补热的方式,实践证明外供电量消耗醇烃化比醇烷化少得多。通过这一实例,更进一步说明采用醇烃化精制不但可以减少外供热量、减少原料气中的H2耗量,同时还可以得到副产品中的醇,创造比烷化精制更好的效益。
3 结语
醇烃化工艺除了具有精制气体功能外,还利用变换后的CO、脱碳后的CO2副产粗甲醇或醇醚混合物,还可利用醇烃化催化剂生产优质的民用燃料,生产中完全可实现零污染和零排放。
该技术发明之初只有1~2种副产品和单一的流程设置方式,目前已发展成各种流程配置并能够生产多种副产品,全国已有近40家企业采用了这个技术,总氨净化精制能力40~400 kt/a。无论是双甲净化精制工艺还是醇烃化净化精制工艺,均收到了十分显著的环保效益和经济效益。
安淳公司在设计双甲工艺流程中,运用了因地制宜的设计方法,不断优化系统,创造了多种工艺的配置和设计模式,在两级甲醇系统的压力选择、各工序压力级的组合、多种热利用方式的配备、各工序进出口气的成分控制及精制方法的选择上,都进行了深入研究并得到实际应用。
为了将醇烃化工艺推向更节能、更适用的技术高度,下一步将重点放在与工艺配套的催化剂研究上,使双甲工艺可以生产醇、醚或烯烃类基础化工产品,也能够生产汽油的替代品,以期取得更好的经济效益和环保效益。
