




�����˻�25��������¶����Ԥ������˾���Բ�����7.47Ԫ/�ɵļ۸��в�����2.38�ڹɣ�ļ�ʲ�����17.81��Ԫ���������ʺ����˻���ҵ����˾����ú�������ܼ�������������Ŀ��
�ݹ��棬ļͶ��ĿΪ��������45��ֺϳɰ�����װ�õļ������죬��������Ϊʹ���Ƚ��Ķ��������ʽˮú���������ա����¼״�ϴ���ա�WSAʪ�����Ṥ�ա��ɿ����ȵ��±任���ա�Һ��ϴ���ա���ѹ�ϳɵȹ��գ�ȫ���������45��ֺϳɰ�����װ�á�������Ϊ24���£�˰���ڲ�������Ϊ9.16%����Ŀ˰��Ͷ�ʻ�����Ϊ9.38�ꡣ������ɺ�Ԥ�ƽ�Լ����Լ1300ǧ��ʱ/�ֺϳɰ�����úԼ300����/�ֺϳɰ��������ɱ��������ͣ��Ӷ������ҵ��ӯ��ˮƽ���г���������
�����˻���ʾ������ļ���ʽ�ȫ��Ͷ����ҵ��ļͶ��Ŀ��ʵʩ�����ڹ�˾���ܽ��ģ����������ɱ�������г���������
����ļ���ʽ�Ͷ����Ŀ�ľ������
��Ŀ�������
��Ŀ���ƣ����ʺ����˻���ҵ����˾������ú�������ܼ�������������Ŀ
��Ŀ��Ͷ�ʣ�178,058 ��Ԫ
��Ŀ�����ڣ�24 ����
��Ŀ����ص㣺�˲��ЪVͤ���˻���ҵ����
��Ŀ�������壺�����˻�ȫ���ӹ�˾�����˻���ҵ����˾
��Ŀ�������ݣ�ʹ���Ƚ��Ķ��������ʽˮú���������ա����¼״�ϴ���ա�WSA ʪ�����Ṥ�ա��ɿ����ȵ��±任���ա�Һ��ϴ���ա���ѹ�ϳɵȹ��գ�ȫ���������45 ��ֺϳɰ�����װ�á�
��Ŀ����ı�Ҫ��
��ǰ���й�������ӭ��������ĸ��ʱ���˳������ܹ�ʣ���й����÷�չ�����г��ڻ��۵Ľṹ�����⡣������ĸﲻ���� 2016 �꾭�ù�������Ҫ����Ҳ���ƽ��й����ýṹ�Ըĸ�Ĺؼ����ڡ�����Ϊ�ٽ����ʻ�����ҵ������ĸһ����ͨ��������ߵ�ۡ�ú�ۡ���Ȼ���۸��Ҫ�ؼ۸�ķ�ʽ������ҵ���ܽ��ġ����Ч�ʣ���һ���棬ͨ����̨����֧������������ҵ���м���������
���� 2015 ��ף��ҹ����ز���Լ 8,000 ������ң���������Լ 6,000 ������ң����ܹ�ʣ���������ܹ�ʣ������ҵ���Ͻ��м������������ܽ��ġ����������ɱ����������Ч�ʡ����͵�ġ�ú���ǻ�����ҵ֮�侺����ҪҪ��֮һ��������ˮú����������Ϊ����������ú���������봫ͳ�̶���ú����������ȣ��ڽڵ罵�ġ�ú����Ӧ�������ȷ������ʮ��ͻ�������ơ�Ŀǰ����ҵ��Ҵ�����ҵ�Ѳ�������ˮú���������������������������еĺϳɰ�װ�ý��м������죬����������������ҵ��Ҫ��ʱ����ۡ�ú�۽ϸߵ����ĺϳɰ�װ�ý��м������죬���ܴﵽ��ҵ����ˮƽ��
����Ŀʹ���Ƚ��Ķ��������ʽˮú���������ա����¼״�ϴ���ա�WSAʪ�����Ṥ�ա��ɿ����ȵ��±任���ա�Һ��ϴ���ա���ѹ�ϳɵȹ��գ�ȫ��������� 45 ��ֺϳɰ�����װ�á������Ԥ�ƽ�Լ����Լ 1300 ǧ��ʱ/�ֺϳɰ�����úԼ 300 ����/�ֺϳɰ��������ɱ��������ͣ��Ӷ������ҵ��ӯ��ˮƽ���г���������
��Ŀʵʩ�ľ��巽��
����Ŀͨ�����ö��������ʽˮú���������յ��Ƚ������Թ�˾ 45 ���/��ϳɰ�װ�ý��м��������������������£�
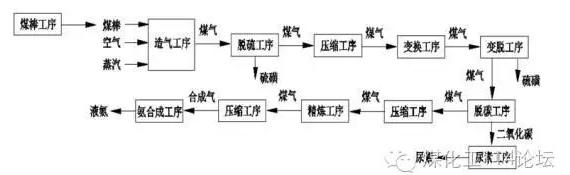
1���������ձ仯���Ա����
��1������ǰ���ϳɰ���������ͼ
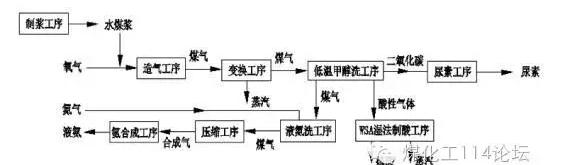
��2������ϳɰ���������ͼ
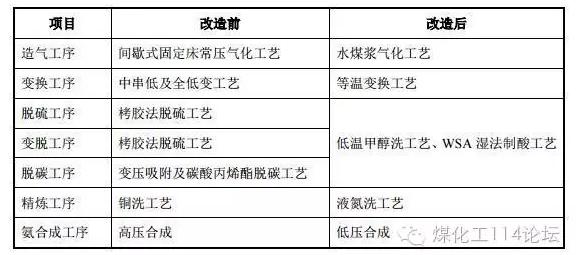
��3������ǰ�����Աȱ����£�
2����������ʩ��
��1����������
����������������ú��ϵͳ������¯��װ�ã��������ڳ��صĻ������½�3 ̨ˮú������¯�����Ľ�ԭ��ú���ˡ�ˮú���Ʊ���ˮú�����͡���ˮ��������ˮ������ú�����ˡ��¹ʸ�ѹ��������ϵͳ�ȡ�
���ĺ���ö��������ʽˮú��������������ú��ˮ�����Ӽ���ĥú���л����ĥ�Ƴ�һ�����ȱ�����ˮú�����ϸ��ˮú����ˮú���۾�ˮú���ü�ѹ����շ�װ�������ĸ�ѹ����ͨ�����������������¯��ˮú���ڸ��������������������������ѽ⡢�ӷ��ֵ�ȼ�ա�ȼ����������������ú������������һ����̼��������̼��ˮ��������
��2���任����
��ԭ���е͵ͱ任װ��ȫ����������õ��±任���գ������ɿ����ȱ任���գ��Ա任������и��졣
�ɿ����ȵ��±任��������������“�ɿ����ȱ任¯”����������������İ�ˮú���е�һ����̼��ˮ������Ӧ���ڴ����������£������ɶ�����̼����������� CO ת������ȷ��ˮú���� 68.5%�� CO �任�� 0.4%���£��ٽ��ϸ�ı任��������������
��3�����¼״�ϴ����
���õ��¼״�ϴ����ȡ�����еı�ѹ������̼���ϩ����̼������װ�á����¼״�ϴ�����õ����£�-50��-60�棩�״����������Բ����������շ��ڵ��¡���ѹ���������ѳ�ԭ�����е� CO2��H2S �� COS ���������ʣ��Ƶúϸ�ľ�������������̼ ≤10ppm������≤0.1ppm������Һ��ϴ�����һ�����ƾ�����
��4��WSA ʪ�����Ṥ��
���ڵ��¼״�ϴ�ѳ������⼰�л�����ŷŵ������У���������صĻ�����Ⱦ����˲��� WSA ʪ�����Ṥ�գ�������������������װ�÷���¯�����죬�������촦������ѧ��Ӧ�����ȣ�����ȼ��������Ŀ���������ú����ֻ�Ϻ�975-1025 ���϶ȵ��¶��½��з��գ���������������ת��ΪŨ���ᡣ
��5��Һ��ϴ����
����Ŀ����Һ��ϴȡ������ͭϴ����װ�á�Һ��ϴ����ͨ������Һ����һ���������Ե��¼״�ϴ�����ԭ�����壬���Ӽ״�ϴ��������ԭ����������ɸ��������������̼���״���ˮ�����ʳ�ȥ���ڵ�ϴ������Һ��ϴ�ӣ�������һ����̼�����顢벵����ʱ�Һ���ܽ⣬�ѳ������е�һ����̼������Լ�����Ȳ������ʣ������⻯ѧ�������������� 1:3 �õ���������һ���ֽ��д��䵪���ͼ״�ϴ����һ������״�ϴ��������ĻغϺ��ͺ���ϳɰ���
��6�����ϳɹ���
����Ŀ��������ϳɹ����ɸ�ѹ�ϳɸ�Ϊ��ѹ�ϳɹ��ա�������Һ��ϴ����ĺϸ�������ϳ���ѹ������ѹ�����ϳɻ�·���ںϳ����ڽ��д���Ӧ�����ֺϳ�Ϊ�������پ���ȴ������������Ϊ��ƷҺ�����������⣬δ��Ӧ�����徭�ϳ���ѹ������ѹ֮��ѭ�����غϳ�����
3����Ŀ�Ľ��ܽ������
��1���ڵ����
����Ŀ����ֺϳɰ��ۺϵ�Ľ�Լ 1,325.5 ǧ��ʱ���ϳɰ������Ϊ 45��֣�����Ŀ��������Լ���Ϊ 5.9648 ��ǧ��ʱ��
��2����ú���
����Ŀ����ֺϳɰ���Լ 0.2143 �ֱ�ú���ϳɰ������Ϊ 45 ��֣�����Ŀ��������Լ 9.64 ��ֱ�ú��
��3����ˮ���������
����Ŀ����ֺϳɰ���ˮ�������������Ľ��͡�
4����Ŀ�����������������
����Ŀ�漰�ı�������������������ڰ��������С�
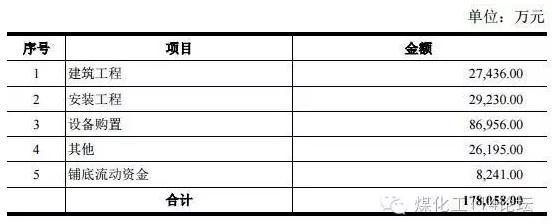
5����Ŀ��Ͷ�ʹ���
����ĿͶ���ܶ� 178,058.00 ��Ԫ��Ͷ�ʹ�������£�
6����Ŀ��������
���ݱ�����ͼ�����������˾���ߵĿ������о����棬����Ŀ��Ϊ��ԭ�������ߵļ������죬��������ܡ������㣬����Ŀʵʩ�������ڹ�˾���ܽ��ġ����������ɱ�����Ŀ˰���ڲ�������Ϊ 9.16%����Ŀ˰��Ͷ�ʻ�����Ϊ 9.38�ꡣ
